As a maintenance worker, you can relate to the frustration that occurs when something goes wrong with equipment. It is a colossal waste of money to use a reactive approach, a strategy of fixing assets after they have broken down. Such a cycle of emergency fixes results in high-cost expedited items, wasted man-hours, unexpected downtime, and budget overruns, not to mention the increased exposure of the workplace to safety accidents. To understand just how damaging this cycle can be, read our detailed breakdown of the hidden costs of reactive maintenance.
The answer does not lie in working harder; it is working smarter. The modern facilities need to transition from unpredictable firefighting to a proactive kind of approach. A strategic preventive maintenance (PM) program will revolutionize your business by forecasting failures and maintaining your equipment before they may fail. This ensures stability of operation, insurance of your bottom line, and optimal use of assets.
It is almost impossible to move to preventive maintenance with the help of static spreadsheets or paper trails. Cryotos CMMS offers the smart digital framework required to easily automate PM schedules, smart work orders, control of the spare parts, and provide technicians with a mobile-first platform. Using Cryotos you do not write down what failed yesterday but optimize what will be running tomorrow.
It is important to know what your schedule is all about before you construct it. The implementation of your larger maintenance plan is a preventive maintenance schedule. A scheduled repetitive list of checks, repairs, cleaning, and component replacement done on assets prior to failure is known as planned maintenance. For a broader view of how planning and scheduling work together, see our guide to maintenance planning and scheduling.
The advantages of a good PM program can be very quantifiable:
While often used interchangeably, these two concepts are distinct:
Using an improper scheduling trigger may cause either excessive maintenance (wasting labor and parts on a machine that was in perfect condition) or inadequate maintenance (the failure may sneak in). In the majority of cases, the PM scheduling can be divided into two broad groups:
This is the most widespread procedure. It makes working orders according to the pre-determined time (days, weeks, or months), which presupposes the existence of a uniform degradation rate of the equipment, irrespective of use.
Best when: There are strong regulations that are to be met.
Best when: This is used to maintain standard mechanical servicing of the car to avoid duplication of tasks.
This method is also referred to as meter-based maintenance, and it does not consider the calendar, but instead examines the real physical intensity on the machine. It works on the principle that a 24/7 running conveyor belt wears out much faster than a 8/hours a day running conveyor belt.
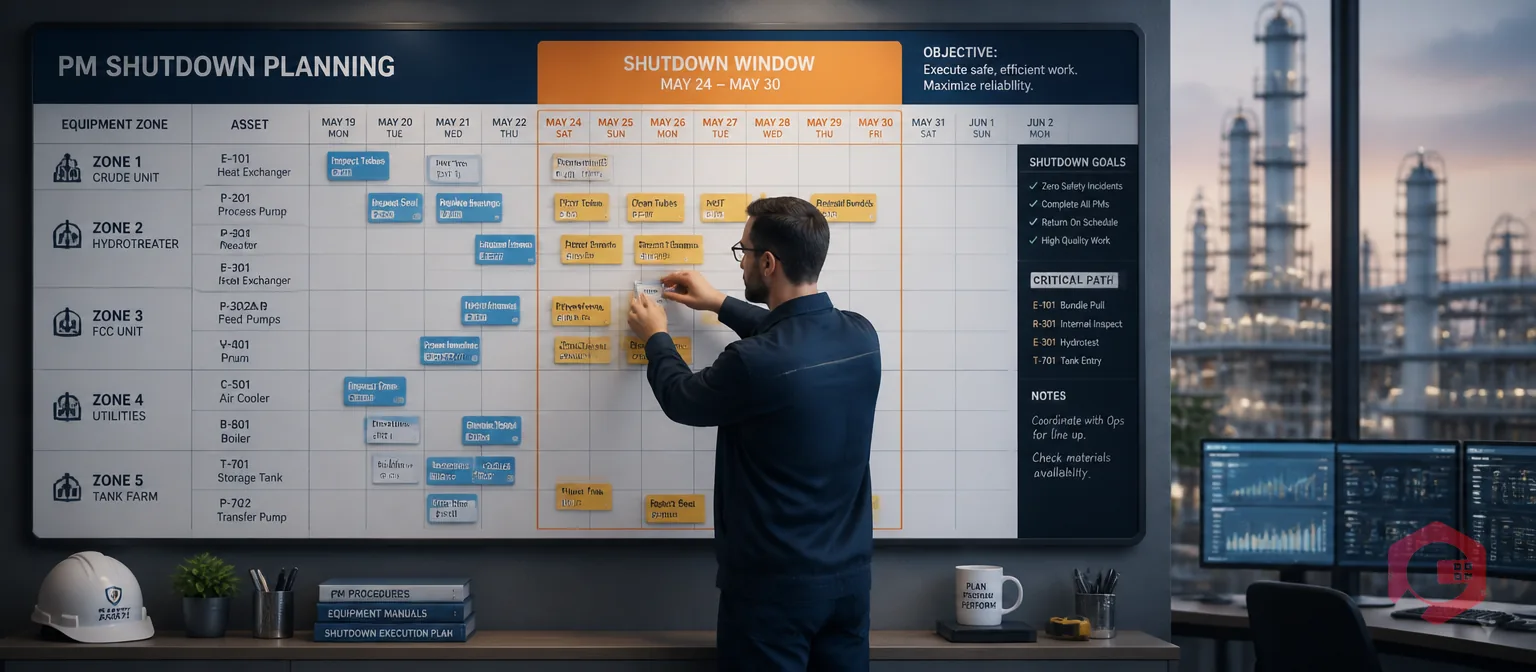
It may be tempting to start with a blank sheet of paper when making a schedule, but breaking it down into smaller, manageable parts is the guarantee of success.
You can not keep what you are not aware of. Begin with a physical audit of your plant floor in order to create a full-scale Asset Registry. Note down the make, model, serial number, location, and warranty of each machine. Use our asset management checklist to make sure nothing is missed during your audit.
Next, perform a criticality analysis (ABC Ranking):
Converting technical requirements into explicit Standard Operating Procedures (SOPs). Use previous failure data (e.g., work orders in the past) and OEM manuals, and the direct input of machine operators to set your tasks.
The best program cannot work without team buy-in, even the best timetable. PM is a change of culture. Begin with Pilot Phase- If you test your new schedules and checklists on one line of production or one particular asset group (such as forklifts). Implement feedback loops to ensure that technicians report in case PM frequencies are either excessively high (wasting time) or excessively low (omitting issues). Get the initial successes to have the momentum and roll it out to the whole facility.
Building a preventive maintenance strategy on paper is only half the battle; executing it flawlessly is where the real challenge lies. The complete transformation of your business operations begins at this point, which Cryotos CMMS provides.
Cryotos offers modern maintenance and facility managers complete asset management capabilities that extend beyond scheduling functionality to support their entire preventive maintenance activities. The partnership with Cryotos provides you instant access to upgraded capabilities, which include:
Instead of getting bogged down by administrative paperwork and reactive firefighting, Cryotos gives you the complete visibility and control needed to drive true operational excellence.
The Preventive Maintenance schedule functions as an organizational tool that establishes the essential framework needed for businesses to achieve operational efficiency and safety standards and generate profits. The organization depends on this system to handle emergencies by moving toward its established strategic goals.
The stakes are simply too high to rely on memory, paper trails, or static spreadsheets. The first step for your organization to achieve maintenance control and reduce downtime while increasing equipment lifespan requires you to digitize your maintenance approach.
Ready to streamline your preventive maintenance? Explore how Cryotos CMMS can automate your scheduling, reduce costs, and empower your team today.



Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











