
Lean maintenance is a systematic approach to eliminating waste from maintenance operations so equipment stays running longer, repair costs drop, and technicians spend their time on work that actually matters. Rooted in lean manufacturing principles from the Toyota Production System, it applies the same waste-reduction logic to maintenance workflows - cutting out redundant inspections, idle waiting, excess inventory, and reactive firefighting that drain productivity every day.
The cost of getting this wrong is steep. According to a McKinsey report, unplanned equipment downtime costs industrial manufacturers an average of $260,000 per hour. Yet most maintenance teams still operate reactively - waiting for machines to fail before acting. Lean maintenance flips that model. In this guide, you'll get five proven strategies that reduce equipment downtime, a ready-to-use implementation checklist, and a clear path to measuring results with your CMMS.
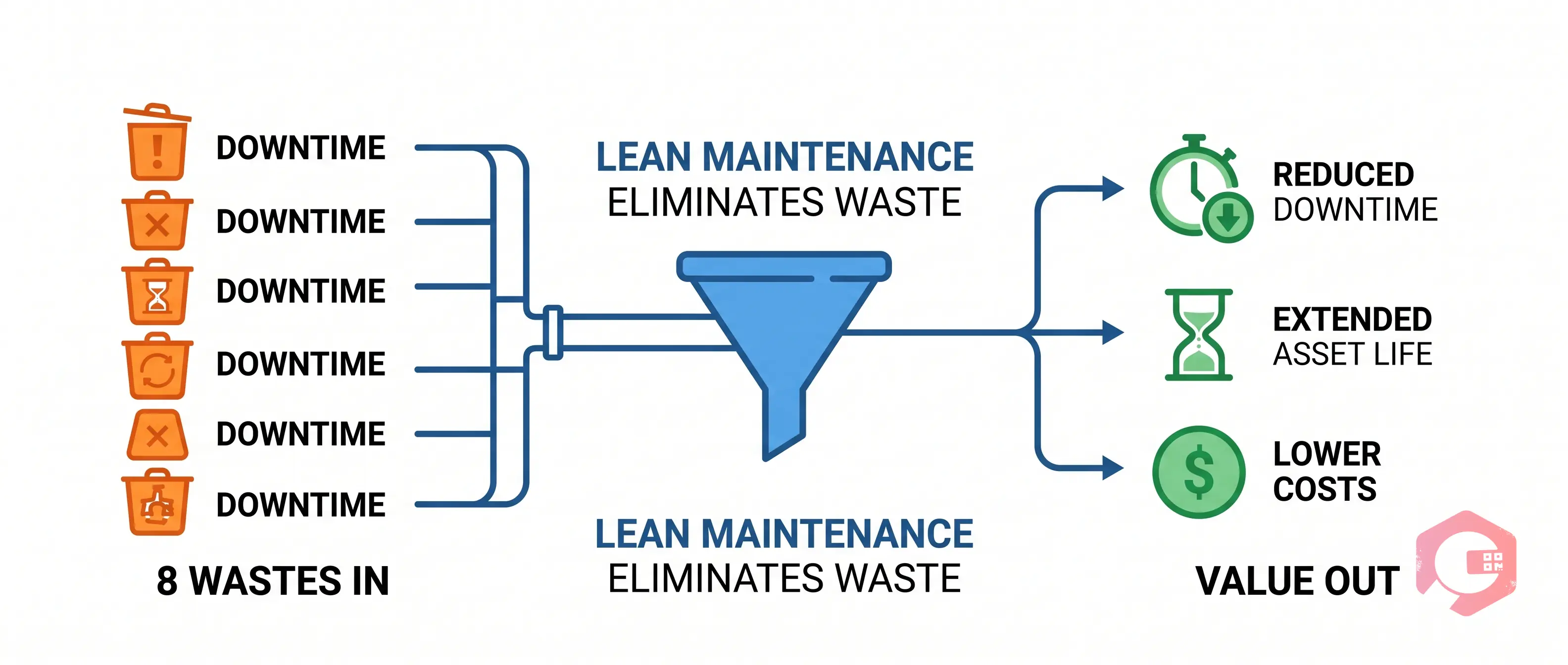
Lean maintenance applies lean manufacturing principles - specifically the elimination of the 8 types of waste - to how maintenance teams plan, schedule, and execute their work. The goal is not simply to fix equipment faster. It's to build a maintenance operation where failures are predicted before they happen, every work order adds measurable value, and technicians are never blocked by missing parts, unclear procedures, or avoidable rework.
The concept draws heavily from the Lean Enterprise Institute's five core principles: define value, map the value stream, create flow, establish pull, and pursue perfection. In a maintenance context, "value" means keeping assets running reliably. Everything else - waiting for parts, duplicated data entry, over-inspection of low-risk equipment - is waste to be eliminated.
This is distinct from simply doing preventive maintenance (PM). PM is one tool within lean maintenance. Lean maintenance is the broader operating philosophy that determines which PM tasks are worth running, how often, and how to structure the entire maintenance workflow around eliminating downtime and waste simultaneously.

Before you can eliminate waste, you need to know exactly what to look for. Lean manufacturing identifies 8 types of waste - often remembered by the acronym DOWNTIME - and every one of them shows up in maintenance operations in a specific, recognizable way.
Mapping these waste types to your current maintenance workflow is the essential first step. The five strategies below each target a cluster of these wastes directly.
Reactive maintenance - fixing equipment only after it fails - is the single largest source of unplanned downtime in most facilities. It's also one of the most expensive operating models. The U.S. Department of Energy estimates that reactive maintenance costs 3 to 9 times more per task than a well-run preventive maintenance program, once you factor in emergency labor rates, expedited parts shipping, and lost production.
A lean preventive maintenance program doesn't just schedule regular check-ups - it calibrates maintenance intervals to actual equipment risk and operating conditions. This means distinguishing between static PM (fixed time intervals) and dynamic PM (condition-based or usage-triggered). A pump running at 80% load for 16 hours a day needs a different maintenance cadence than the same model running at 40% load for 8 hours.
Start by classifying your assets into three tiers based on their criticality - the consequence of failure on production, safety, and cost. Tier 1 assets (high criticality) warrant condition-based monitoring and frequent PM. Tier 3 assets (run-to-failure acceptable) need minimal scheduled maintenance. Concentrating your PM resources on the assets that matter most is a core lean principle: eliminate waste by focusing effort where it creates real value.
5S - Sort, Set in Order, Shine, Standardize, Sustain - is one of the foundational tools of lean manufacturing, and it applies directly to maintenance shops, tool cribs, and spare parts stores. A disorganized maintenance environment wastes motion, causes defects (wrong parts grabbed in a hurry), and slows repair times significantly.
Studies from lean manufacturing practitioners consistently show that technicians in poorly organized environments spend 15-20% of their shift searching for tools, parts, or documentation. That's nearly 90 minutes lost per technician per day - time that could be spent on productive maintenance work.
5S also supports inventory accuracy. When spare parts have fixed locations and bin labels, cycle counts are faster and discrepancies are caught before a critical part goes missing during an unplanned repair.
Autonomous maintenance is one of the eight pillars of Total Productive Maintenance (TPM) and one of the most impactful lean maintenance strategies available. The idea is straightforward: train equipment operators to perform routine care tasks - cleaning, lubrication, basic inspections, tightening fasteners - so skilled maintenance technicians are freed up for complex diagnostic and reliability work.
According to the Reliable Plant resource on autonomous maintenance, facilities that implement AM programs report an average 20-30% reduction in maintenance-related downtime within the first year. The logic is simple: operators see their equipment every shift. They notice abnormalities - unusual sounds, vibration, temperature changes - before those abnormalities escalate into failures. Catch it at the operator level and the repair is minor. Wait until a maintenance technician notices it during a scheduled PM, and it may already be a costly breakdown.
One of the most persistent forms of waste in maintenance is the repeat failure - the same machine breaking down for the same reason again and again. Each recurrence costs time, parts, and production. Root cause analysis (RCA) is the lean maintenance tool that breaks this cycle by identifying why a failure happened at its deepest level, not just what failed on the surface.
The most widely used RCA methods in maintenance are the 5 Whys, Fishbone (Ishikawa) diagrams, and Failure Mode and Effects Analysis (FMEA). Each serves a different purpose. The 5 Whys is fast and effective for straightforward failures. Fishbone diagrams work well for complex, multi-cause failures. FMEA is a proactive tool used to analyze potential failure modes before equipment is put into service or after a major reliability event.
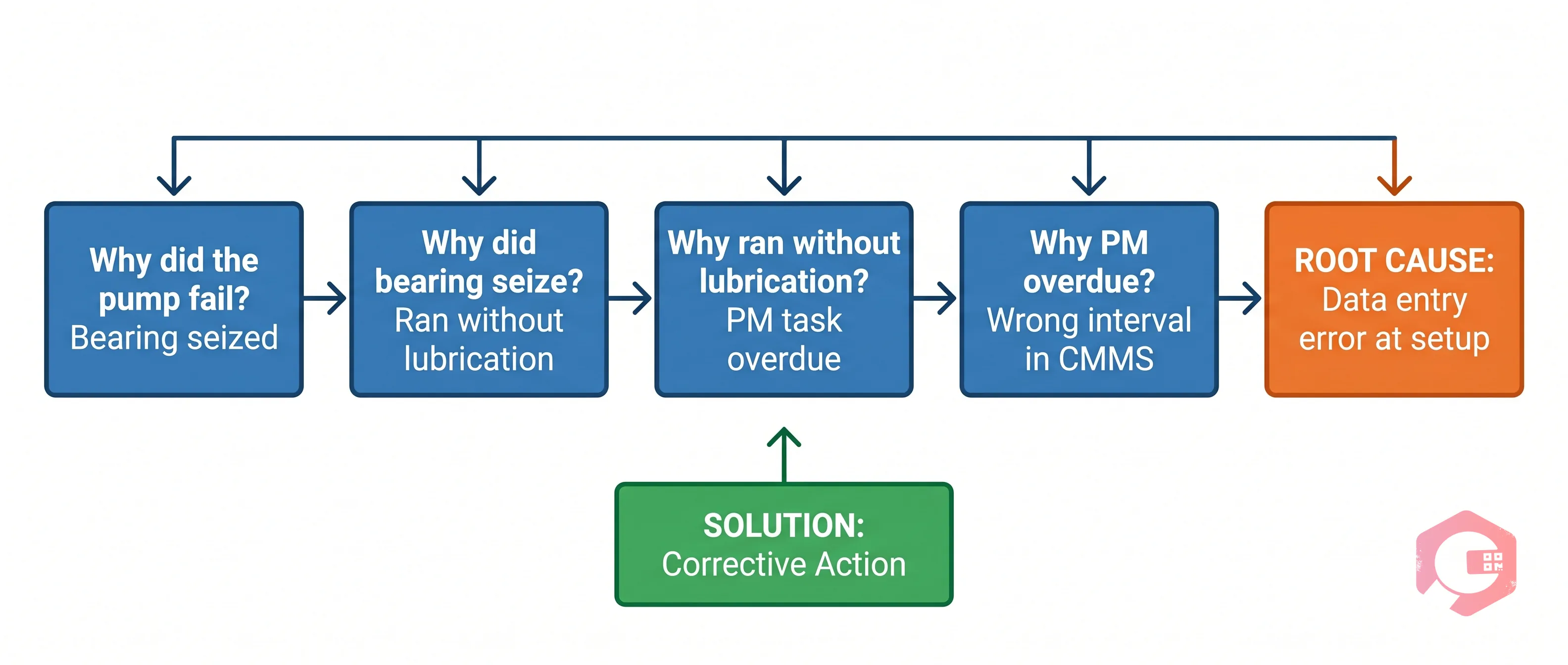
Here's a real-world example of 5 Whys applied to a pump failure on a production line:
The root cause isn't the bearing - it's a data entry error in the PM schedule. Fix the schedule, validate all similar assets, and the failure doesn't repeat. Without RCA, the team replaces the bearing and moves on, only to have the same failure recur in weeks. Cryotos CMMS includes a built-in 5 Whys root cause analysis module directly within work orders, so teams can document findings in context without switching tools.
All four strategies above depend on data - accurate asset histories, timely PM alerts, real-time inventory visibility, and documented failure patterns. Without a centralized system, that data lives in spreadsheets, whiteboards, email threads, and technicians' heads. It degrades, gets lost, and can't be analyzed at scale. A Computerized Maintenance Management System (CMMS) is the operational backbone of a lean maintenance program.
A well-configured CMMS eliminates extra-processing waste (duplicate data entry, manual report generation), reduces waiting waste (automatic work order routing and parts reservations), and directly targets underused talent waste by automating scheduling so technicians focus on skilled diagnostic work rather than administrative tasks.
Cryotos users report an average 30% reduction in equipment downtime and 25% faster repair times after implementing the platform - outcomes that directly reflect lean maintenance principles in action. The platform's AI-powered work order creation, IoT sensor integration, and built-in RCA tools make it purpose-built for facilities moving from reactive to lean maintenance operations. Learn more about asset management with Cryotos.
Use this checklist to assess your current state and prioritize where to start. Check off each item your team already has in place - gaps are your implementation roadmap.
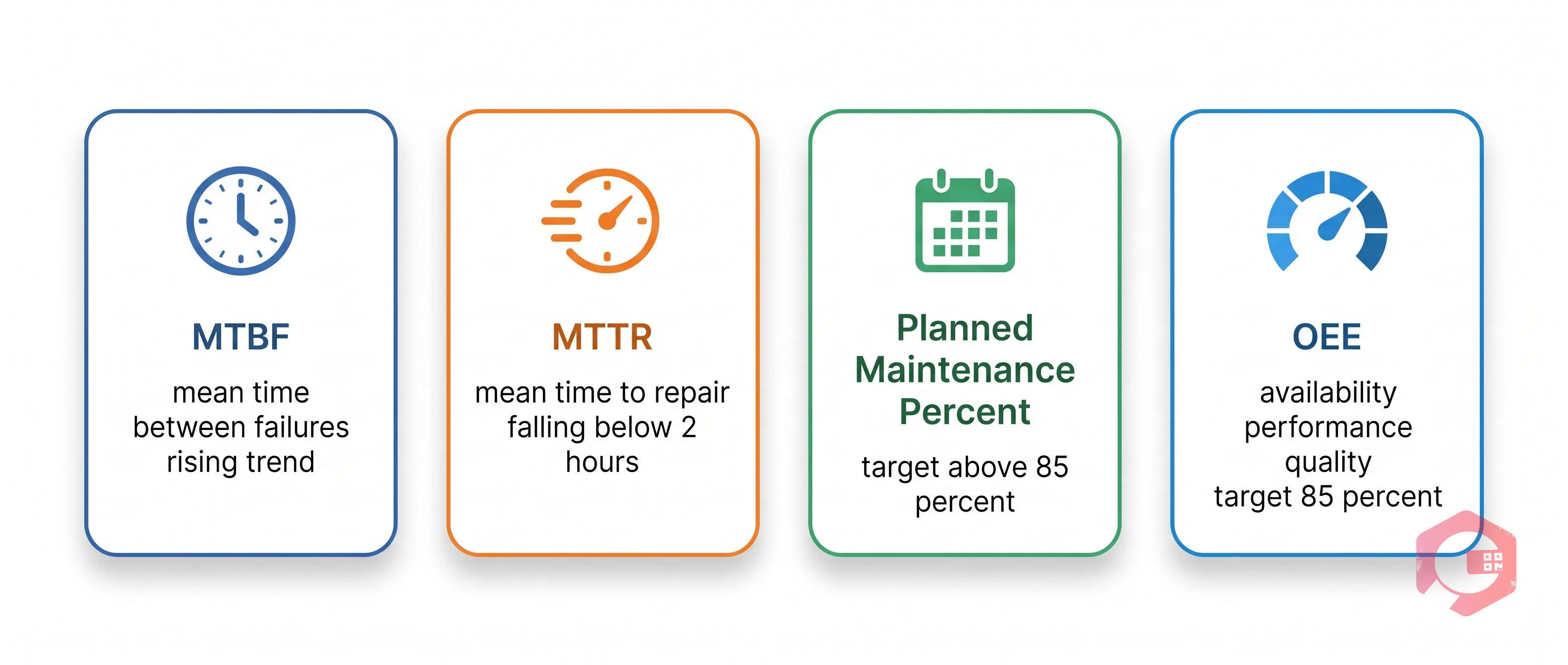
You can't improve what you don't measure. These six KPIs give you a clear, quantifiable view of whether your lean maintenance program is working - and where to focus next. Most of these are available directly from your CMMS reporting dashboard without manual calculation.
Preventive maintenance is a scheduled, time-based strategy for servicing equipment before it fails. Lean maintenance is a broader operating philosophy that includes preventive maintenance as one tool among many - alongside autonomous maintenance, root cause analysis, 5S, and workflow digitization. Lean maintenance uses preventive maintenance selectively, calibrated to actual equipment criticality and condition data, rather than applying a blanket schedule to every asset regardless of risk.
Most facilities see measurable results within 3-6 months of implementing lean maintenance fundamentals - particularly in PM compliance rates, MTTR, and planned vs. unplanned maintenance ratios. Broader gains in MTBF and OEE typically emerge at the 6-12 month mark as asset history data accumulates and RCA findings get addressed. The key accelerator is having a CMMS in place from day one so data is captured consistently and trends are visible early.
Start with the strategy that addresses your largest current waste. If most of your downtime is unplanned and reactive, begin with preventive maintenance planning and CMMS implementation - these two together deliver the fastest payback. If your maintenance shop is chaotic and technicians waste time finding tools and parts, start with 5S. If the same machines keep failing for the same reasons, launch a structured RCA program immediately. The lean maintenance checklist in this guide helps you identify where the biggest gaps are in your current operation.
Yes - lean maintenance is especially valuable for lean teams. With fewer technicians available, every minute of wasted effort is more costly. Autonomous maintenance (training operators to handle routine care) and CMMS automation (eliminating paperwork and manual scheduling) both increase the effective capacity of a small team without adding headcount. Many small facilities see a 25-30% increase in productive maintenance hours after implementing even the basic lean fundamentals.
A CMMS is the operational system that makes lean maintenance scalable and measurable. It automates work order creation and routing, tracks PM compliance, manages spare parts inventory, stores asset maintenance histories, and generates the KPI reports that tell you whether your lean program is working. Without a CMMS, lean maintenance relies on spreadsheets and manual processes - which are themselves forms of waste. Platforms like Cryotos CMMS provide all of these capabilities in a mobile-first platform built for industrial maintenance teams.
Lean maintenance isn't a one-time project - it's a continuous improvement discipline. The five strategies in this guide give you a practical, sequenced path from reactive maintenance chaos to a lean, data-driven operation where equipment stays running longer, technicians work on tasks that matter, and downtime becomes the exception rather than the norm. Start with the checklist above, pick the strategy that addresses your biggest current waste, and build from there. If you're ready to put the right system in place to support your lean maintenance program, explore how Cryotos CMMS helps industrial maintenance teams reduce downtime by up to 30% - with work order management, PM scheduling, autonomous maintenance workflows, and real-time KPI dashboards all in one platform.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











