
The 8 wastes of lean manufacturing are eight categories of non-value-adding activity that consume time, resources, and labor without improving the final product or service. Originally rooted in the Toyota Production System, they are commonly remembered using the acronym TIMWOODS — Transportation, Inventory, Motion, Waiting, Overproduction, Over-processing, Defects, and Skills (Non-Utilized Talent). A newer acronym, DOWNTIME, reorders the same wastes to emphasize the human cost of inefficiency.
According to the American Society for Quality, lean organizations typically eliminate 20–30% of operational waste within the first year of a structured lean program. In maintenance operations, these wastes are especially costly — a missed inspection, a stockout, or a waiting technician can cascade into hours of unplanned downtime. A Computerized Maintenance Management System connects these activities digitally, making lean waste visible and measurable for the first time for many teams.
Key Takeaways

Defects in maintenance are rework events: incomplete repairs, missed checklist steps, wrong parts fitted, or the same asset failing again because root cause was never captured. Every repeat failure is a defect — and it costs two to three times more than getting the repair right the first time.
Most facilities track corrective work orders but not repeat failures. When technicians have no record of previous repairs, they diagnose from scratch every time. This slows mean time to repair (MTTR) and burns parts unnecessarily.
Cryotos work order management software gives technicians everything they need at point of work, reducing defect waste at the source.
Overproduction waste in maintenance happens when teams create unnecessary work orders, run time-based PMs on assets that do not need them, or purchase spare parts without actual demand data. Over-scheduling is as harmful as under-scheduling — it ties up technician time, inflates inventory costs, and introduces unnecessary handling risk.
Many facilities still run calendar-based PM schedules set years ago, never revisited against actual asset performance data. A compressor serviced every 30 days when data shows it needs attention every 45 days is a classic overproduction example.
Switching to preventive maintenance software with dynamic scheduling rules is one of the fastest ways to cut overproduction — and one of the 8 wastes of lean manufacturing that pays back fastest in recovered technician hours.

Waiting waste occurs every time a technician stops productive work to wait for approvals, spare parts, job instructions, asset details, or manager confirmation. According to industry benchmarks, technicians in poorly organized facilities spend up to 35% of their shift waiting — not turning wrenches.
The root cause is almost always fragmented information. Work orders are in one system, parts availability in another, approvals in email, and asset manuals in a filing cabinet. When these are disconnected, waiting is unavoidable.
Facilities that implement downtime tracking alongside digital work orders can quantify exactly how much time is lost to waiting — and build a business case for process change.
Non-Utilized Talent is the waste of unused human capability: when experienced technicians follow instructions but their field observations, pattern recognition, and improvement ideas are never captured or acted on. This is the eighth waste added to the original Toyota model and arguably the most expensive in knowledge-intensive maintenance environments.
A senior technician who has worked with a machine for five years holds diagnostic knowledge that no manual contains. When that person retires — or simply does not have a channel to share what they know — the organization loses years of reliability intelligence.
Giving maintenance teams access to maintenance management software with mobile-first execution turns every field observation into a data point — closing the talent utilization gap permanently.
Transportation waste in maintenance is the unnecessary movement of parts, tools, documents, or people — caused by poor visibility of where assets, stock, and work are located. When a technician walks to the wrong storeroom, retrieves the wrong part, or travels across a facility to find an asset already moved, that is transportation waste.
This waste is largely invisible in traditional paper-based or siloed maintenance systems. Nobody logs the extra trips; they are just absorbed as "how things work."
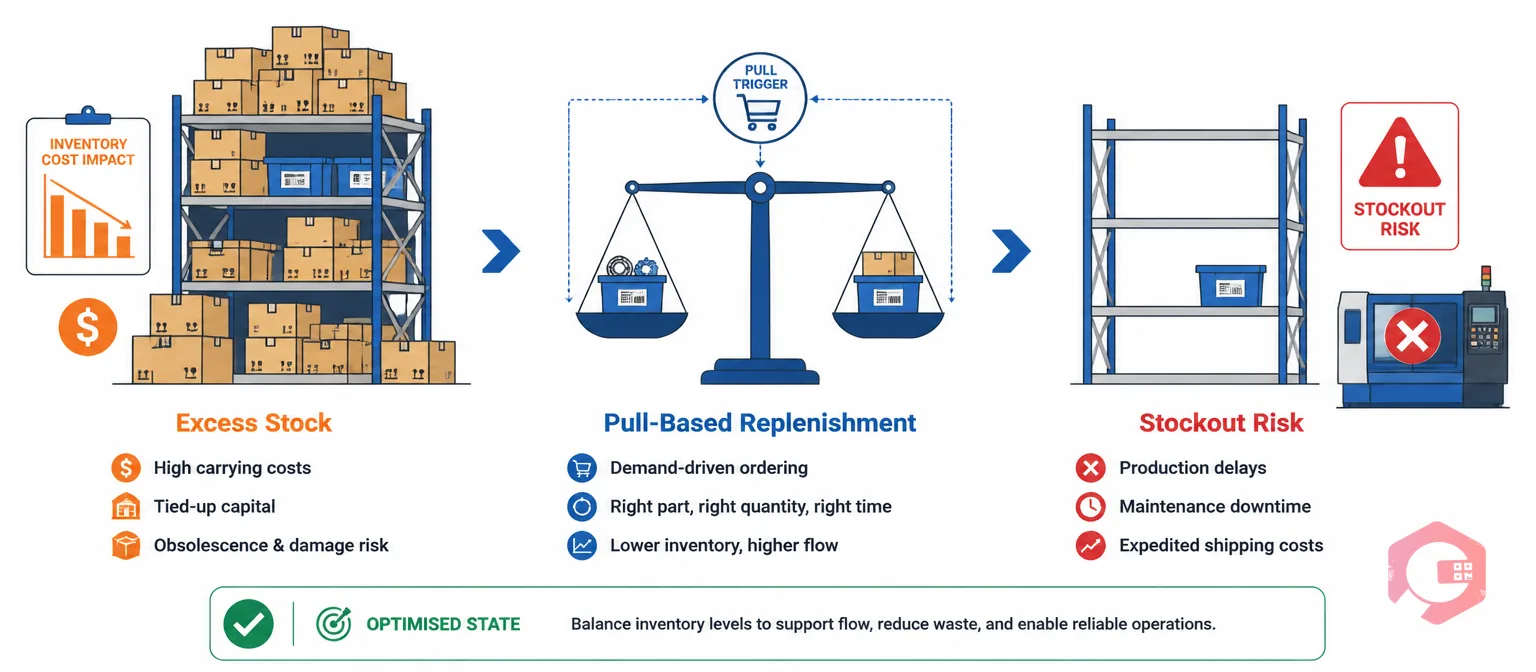
Inventory waste in maintenance takes two forms: excess stock that ties up working capital and dead stock of parts that expire or become obsolete before use, and stockouts that halt repairs and extend downtime. Both are symptoms of the same problem — poor visibility of what is on hand, what is moving, and what is needed.
According to the lean manufacturing principle of pull-based replenishment, inventory should only be ordered when actual demand triggers it — not on fixed cycles or gut instinct.
Cryotos inventory management gives maintenance and stores teams a live picture of parts consumption — turning reactive purchasing into a planned, waste-free process.
Motion waste is the unnecessary physical or digital effort technicians spend searching for job details, switching between systems, filling repeated forms, or hunting for asset documentation. Unlike transportation (moving things), motion is about moving people — and it happens at the task level, often dozens of times per shift.
A technician who has to log into three different systems to complete one work order is experiencing motion waste on every job. Multiply that across a 10-person team over a year, and the lost productive hours are significant.
Extra processing waste is the time teams spend on activities that add no value: re-entering data between systems, creating manual reports that could be automated, running duplicate approval workflows, or preparing documents that a system could generate automatically.
In maintenance, this shows up as weekly spreadsheet reports built from CMMS exports, duplicate data entry between a maintenance system and ERP, and manual approval chains for routine low-risk work orders.
Each of the 8 wastes of lean manufacturing has a corresponding maintenance system failure at its root. Defects come from missing asset history. Waiting comes from disconnected approvals. Inventory waste comes from blind purchasing. Extra processing comes from siloed data. Understanding each of the 8 wastes of lean manufacturing in maintenance context — not just factory floor theory — is what separates facilities that reduce downtime from those that only talk about it.
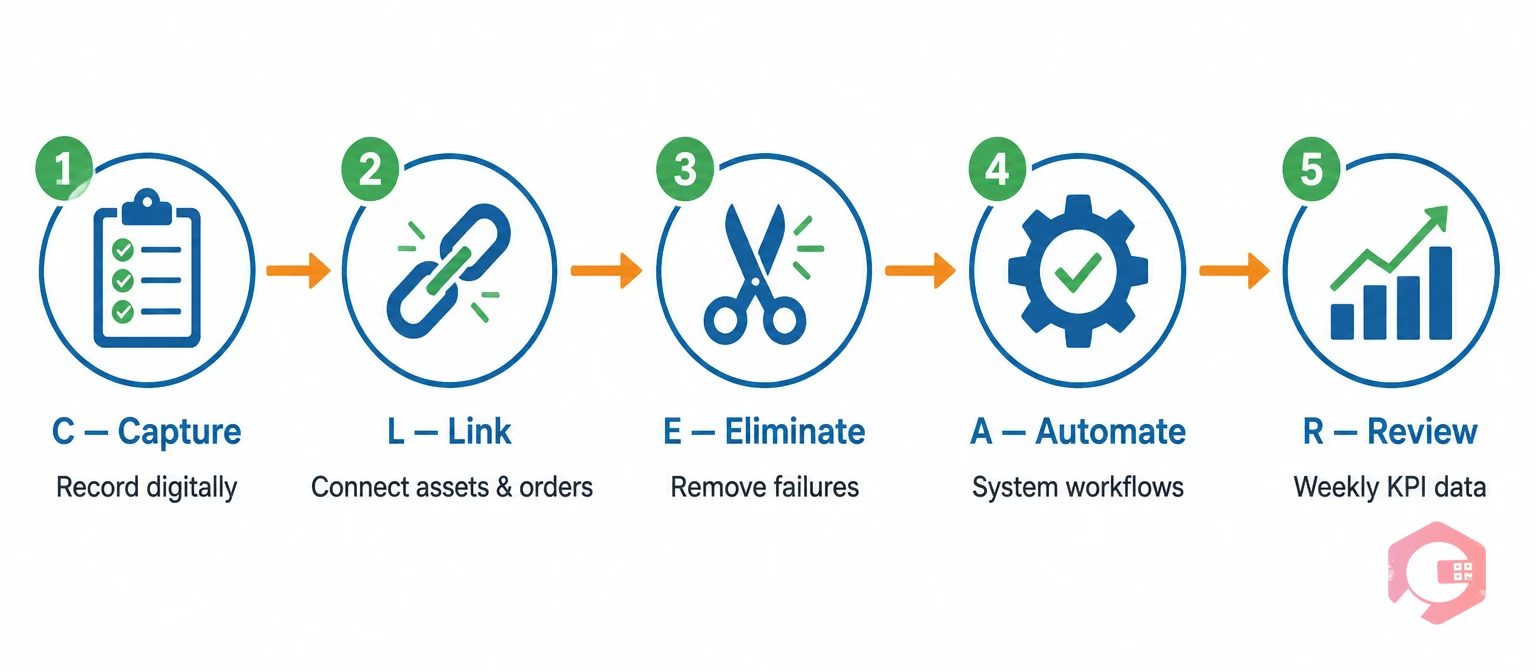
The CLEAR Lean Maintenance Framework describes how high-performing maintenance teams structure their lean effort:
Maintenance teams using Cryotos have reported up to 30% reduction in unplanned downtime and 25% faster repair turnaround by applying this structured approach. The platform's lean maintenance capabilities span the full CLEAR framework — from mobile work execution to automated PM scheduling to real-time BI dashboards — covering all 8 wastes of lean manufacturing in a single connected system.
Both TIMWOODS and DOWNTIME are acronyms for the same 8 wastes of lean manufacturing — they just arrange the words differently. TIMWOODS (Transportation, Inventory, Motion, Waiting, Overproduction, Over-processing, Defects, Skills) was the original mnemonic from the Toyota Production System. DOWNTIME (Defects, Overproduction, Waiting, Non-Utilized Talent, Transportation, Inventory, Motion, Extra Processing) is a newer version that leads with the most visible wastes and explicitly names "Non-Utilized Talent" to emphasize the human dimension of lean.
Waiting and Defects consistently rank as the biggest contributors to unplanned downtime in maintenance. Waiting waste delays repairs because technicians cannot start work without parts, approvals, or instructions. Defect waste extends downtime because repeat failures mean the same asset breaks down again shortly after repair. Connecting work orders, spare parts, and approval workflows in a single digital system addresses both wastes directly.
A Computerized Maintenance Management System (CMMS) directly targets at least six of the 8 wastes. It eliminates Defects through asset history and CAPA records, reduces Waiting by linking parts and approvals to work orders, cuts Inventory waste through real-time stock visibility and min-threshold alerts, and reduces Extra Processing through automated workflows and scheduled reporting. Non-Utilized Talent waste is also reduced when technicians capture field observations through mobile work execution — turning informal knowledge into searchable maintenance data.
Yes — lean waste elimination does not require expensive capital investment. The highest-impact changes for smaller teams are usually digital work orders (replacing paper-based records), real-time parts visibility (replacing manual stock counts), and structured PM scheduling (replacing reactive repairs). Even a basic CMMS deployment with mobile access addresses the four highest-cost wastes — Waiting, Defects, Inventory, and Extra Processing — at a fraction of the cost of unplanned downtime.
Eliminating the 8 wastes of lean manufacturing in your maintenance operations starts with visibility — and visibility starts with the right tools. Schedule a free demo to see how Cryotos helps maintenance teams identify, measure, and eliminate lean waste across every work order, asset, and spare part in your facility.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











