
A conveyor belt failure in a food processing plant does not just stop production. It stops the entire line — every upstream process backs up, every downstream station goes idle, and the clock starts running on whether in-process product can be salvaged or must be written off. For a plant running three shifts, a four-hour conveyor stoppage is not an equipment problem. It is a revenue problem.
Most conveyor belt failures in food processing are preventable. Belt tension that drifts past its acceptable range, cleaning intervals that slip during peak production, and replacement cycles managed by gut feel rather than actual wear data — these are the three most common causes of unplanned conveyor downtime. All three are directly addressable through structured preventive maintenance. The challenge is that spreadsheets and paper-based systems cannot enforce the discipline those three things require. A CMMS can. This guide explains how.

Food processing conveyors carry a maintenance burden that industrial conveyors in non-food environments do not. The combination of food contact surface regulations, wet cleaning environments, temperature cycling between process zones, and the physical properties of food products — sticky, corrosive, abrasive — creates failure modes that develop faster and in more varied ways than in dry industrial applications.
The three failure mechanisms that account for the majority of unplanned conveyor stoppages in food processing plants are:

A conveyor belt PM program in a food processing environment needs to track four categories of data consistently — not occasionally, and not informally.
Before any PM workflow can run correctly, the asset register needs to be structured to reflect how conveyors actually exist in the plant. This is where most spreadsheet-based systems fail — they track the conveyor as a single asset without capturing the belt as a separate, replaceable component with its own service history.
In Cryotos CMMS, the asset hierarchy handles this correctly. The conveyor system is the parent asset with its drive motor, gearbox, and structural components. The belt itself is tracked as a component with its own installation date, specification, run hours counter, and PM schedule. When a belt is replaced, the replacement is recorded as a work order against the belt component — closing the old belt’s record and opening the new one — so the asset history accurately reflects belt life rather than conveyor life.
For a food processing plant with 40 conveyors, this means 40 conveyor asset records and 40 belt component records, each with their own PM schedules, tension specifications, cleaning intervals, and wear rating histories. The asset management module in Cryotos supports this hierarchy natively, and bulk import from an existing equipment register makes the initial setup a matter of hours rather than days.
Three PM trigger types cover the full maintenance lifecycle for conveyor belts in food processing:
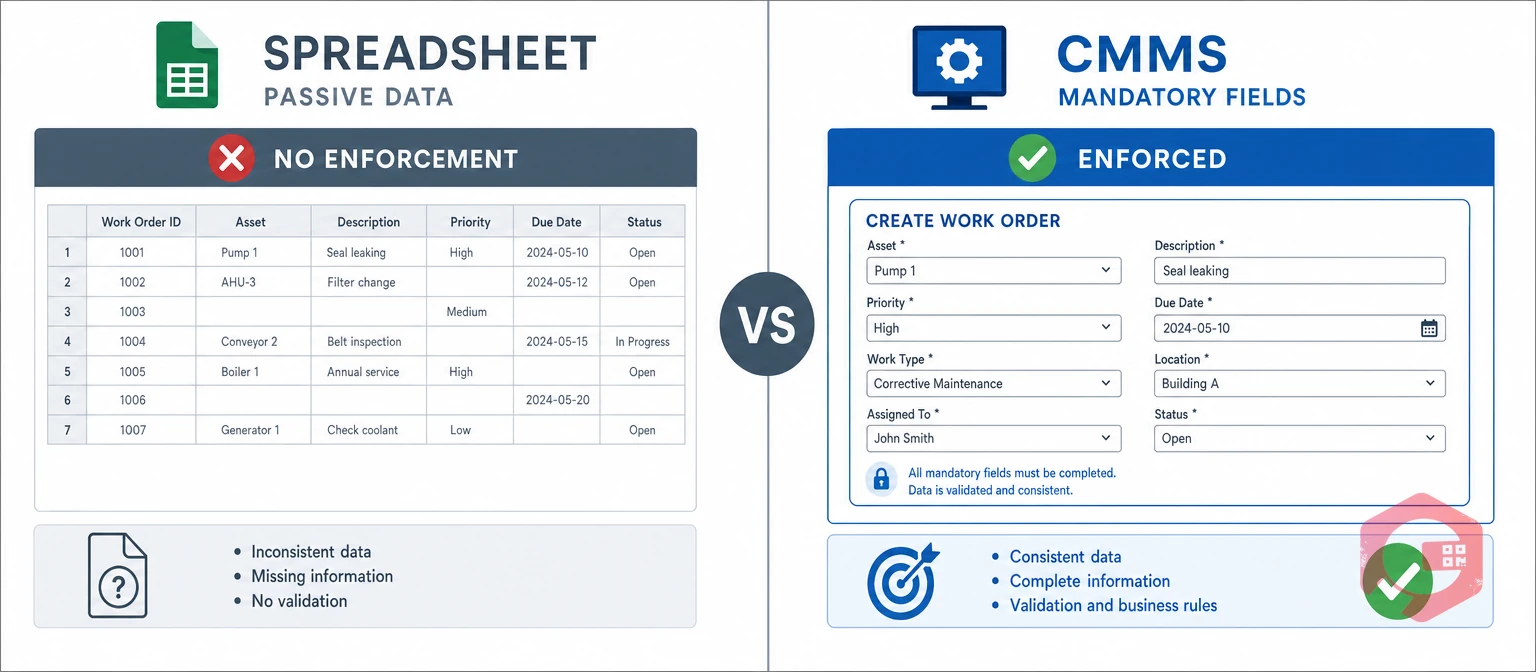
The structural problem with spreadsheet-based conveyor PM management is that spreadsheets record data but cannot enforce that data is recorded. A technician who skips a tension reading because the line was running hot can simply not fill in the cell. A cleaning event that was abbreviated can be recorded as completed. There is no mechanism in a spreadsheet that requires the measurement to exist before the inspection is marked done.
A CMMS work order with mandatory fields enforces the opposite. The work order cannot be closed without the tension reading. The cleaning record cannot be completed without the chemical concentration and contact time. The wear rating cannot be skipped. The discipline is built into the system rather than depending on individual judgment under production pressure.
For food manufacturers subject to FSSAI inspections, this distinction is the difference between documentation that proves compliance and documentation that merely claims it. An FSSAI inspector reviewing a year of belt cleaning records from a CMMS — each with a timestamp, a technician name, a chemical entry, and a supervisor sign-off — is looking at evidence. The same inspector reviewing a spreadsheet with 200 rows of “Done ✓” entries is looking at a claim.
Food processing plants typically run multiple production lines, each with several conveyors. Managing PM schedules, tension readings, and cleaning intervals across 30, 40, or 50 conveyor belts without a CMMS means either dedicating significant administrative time to coordination or accepting that some belts will fall through the scheduling gaps.
Cryotos handles multi-line conveyor management through the location hierarchy and the BI Dashboard. Each conveyor is tagged to its production line and zone. The maintenance supervisor’s dashboard shows which conveyor PMs are due today, which are overdue, which cleaning work orders are open, and which belts have wear ratings above the replacement threshold — across all lines simultaneously.
The mobile app allows technicians to scan the conveyor’s QR code on arrival, immediately opening the relevant PM work order with the pre-populated checklist. Tension readings, wear ratings, and cleaning data are entered directly on the phone. The record is created at the point of inspection and is immediately visible to the supervisor and quality manager.
For facilities with multiple sites, Cryotos’s multi-site dashboard aggregates conveyor PM compliance across all locations. A regional maintenance manager can see which sites have conveyor belts approaching their replacement threshold, which cleaning intervals are being maintained, and which tension inspection work orders are overdue — from a single screen. Book a demo to see how Cryotos sets up conveyor belt PM tracking for your specific production lines and belt specifications.
Cryotos has no practical limit on the number of assets in the register. Facilities with 20 conveyors and facilities with 200 conveyors use the same platform. Each conveyor belt is a separate asset record with its own PM schedule, tension specification, cleaning interval, and wear history. Bulk import via Excel means adding a large number of conveyors to the register takes hours, not days.
Yes. Each belt in the Cryotos asset register has its own specification fields, PM template, and trigger thresholds. A modular plastic belt running a cooked product line has different tension specifications, cleaning requirements, and expected service life than a rubber belt on a raw ingredient line. Those differences are configured at the asset level — so technicians always work from the correct specification for the specific belt they are inspecting.
When a belt is replaced, the work order records the old belt’s final condition, run hours at replacement, and reason for replacement. Cryotos retains the full maintenance history of the old belt component against the asset record — archived rather than deleted. The new belt’s record opens with its installation date and specification. The conveyor asset record shows the current belt’s history and the complete history of all previous belts — exactly what an FSSAI inspector or internal audit needs.
Yes. Each cleaning work order template in Cryotos can be linked to the relevant HACCP control point documentation stored as an attachment in the asset register. When the work order closes, the completed checklist — with chemical, concentration, contact time, and sign-off — is stored alongside the HACCP document it corresponds to. This eliminates the document-hunting that typically consumes audit preparation time.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











