
An autonomous maintenance program is a structured approach in which machine operators — not just maintenance technicians — take responsibility for the routine care of their equipment. It is the foundational pillar of Total Productive Maintenance (TPM), covering cleaning, inspection, lubrication, and minor repairs. According to a Reliable Plant industry analysis, facilities that implement a mature autonomous maintenance program reduce unplanned downtime by 30–50% within two years.
Autonomous maintenance is the practice of training production operators to perform basic maintenance activities — cleaning, inspection, lubrication, tightening, and minor adjustments — on the machines they operate. Instead of relying entirely on a separate maintenance department, operators become the first line of defence against equipment deterioration.
The logic is straightforward: operators spend more time with their machines than any maintenance technician ever will. They hear when a bearing starts to sound different. They notice when a seal starts weeping oil. An autonomous maintenance program formalizes that awareness and gives operators the training, tools, and authority to act on it.
Autonomous maintenance derives from the Japanese concept of Jishu Hozen — literally "voluntary maintenance." It was developed as part of Total Productive Maintenance (TPM) in Japan during the 1970s and formalized by the Japan Institute of Plant Maintenance (JIPM). TPM defines eight pillars of manufacturing excellence, and Jishu Hozen is the second pillar.
Most production floors operate with a clean separation between "operators run the machines" and "maintenance fixes the machines." This division creates a gap — nobody owns the gradual deterioration that happens between scheduled maintenance visits. Autonomous maintenance closes that gap by making operators responsible for the daily condition of their equipment.
According to McKinsey research, reactive maintenance costs 3–5 times more per repair event than planned maintenance. Overall Equipment Effectiveness (OEE) is directly improved by autonomous maintenance across all three components: Availability, Performance, and Quality. A structured autonomous maintenance rollout typically contributes a 5–15 percentage point OEE improvement within 18 months.
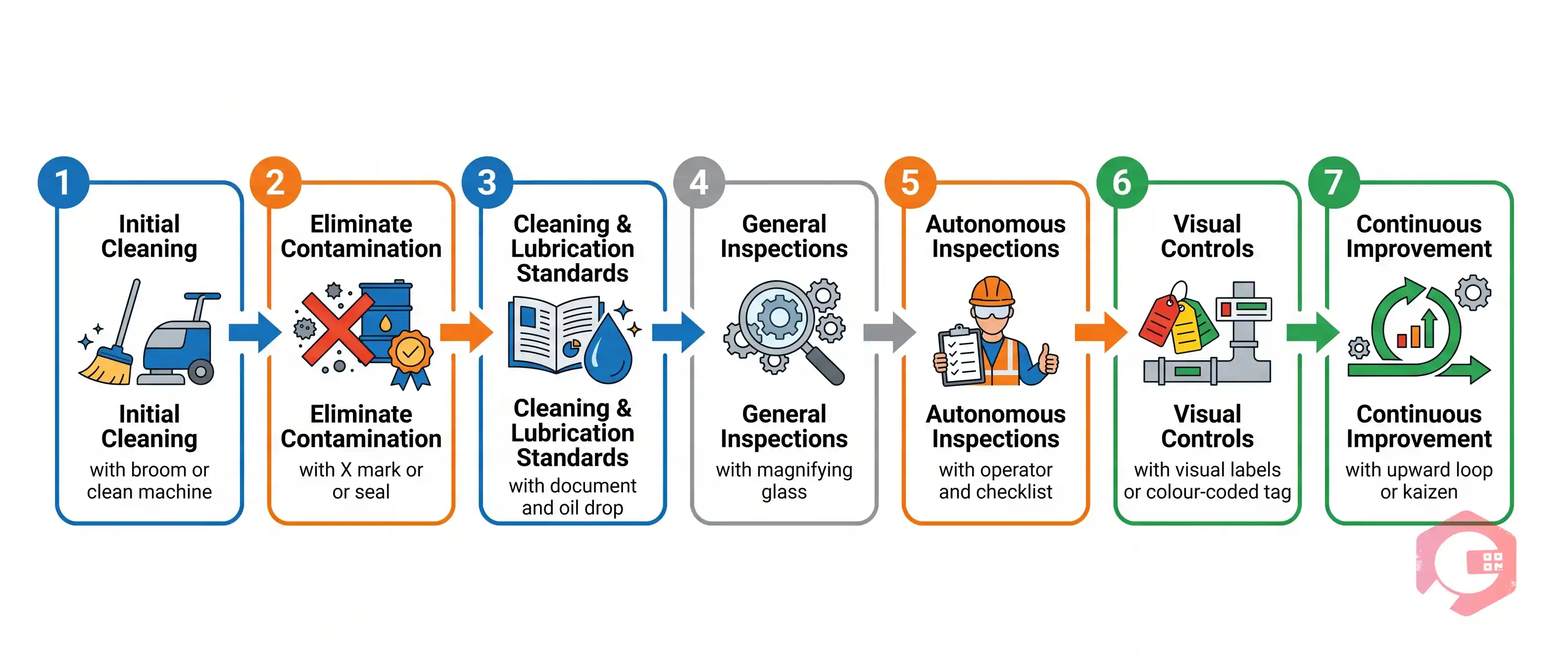
A thorough, hands-on cleaning of the equipment returning it to near-new condition. During Step 1, operators use defect tags to mark every abnormality they find. On a typical production floor, the initial deep clean can produce 20–40 tagged defects that nobody knew existed.
Addresses root causes that make keeping equipment clean difficult. If a machine leaks hydraulic oil, the answer is to fix the leak, not clean more frequently. Operators and maintenance engineers collaborate to redesign access points and eliminate contamination at source.
Once clean and contamination sources controlled, Step 3 formalises how the machine stays that way. Written standards cover what to clean, where to lubricate, what lubricant to use, and how frequently — clear enough that a new operator can follow them without asking questions.
Expands the operator's inspection capability beyond cleaning and lubrication to mechanical, electrical, hydraulic, and pneumatic systems. Operators are trained to recognise and report deviations from normal — not to perform technician-level repairs.
Operators conduct comprehensive inspections without direct supervision. The cleaning and inspection standards from Steps 3 and 4 are merged into a single, efficient AM daily checklist. The maintenance department's role shifts from doing routine work to auditing that the AM system is working correctly.
5S principles and visual management applied across the entire work area — colour coding on pipework, direction indicators on rotating components, min-max marks on fluid levels, shadow boards for tools. Makes the normal state of the equipment immediately visible to anyone.
Operators are not just executing a checklist but actively contributing to improving it. They analyse their own defect data, propose engineering solutions, and participate in KAIZEN improvement activities. The AM program becomes a self-sustaining continuous improvement loop — typically taking 24–36 months to reach from a cold start.


A CMMS is the infrastructure that makes AM scalable, trackable, and sustainable. Without a CMMS, AM programs tend to run on paper checklists and verbal handovers — all of which fail at scale.
Teams using Cryotos report a 30% reduction in unplanned downtime and 25% faster repair times — results that an active autonomous maintenance program directly amplifies. Book a free Cryotos demo to see how the platform supports autonomous maintenance workflows in practice.
Preventive maintenance is scheduled, technician-executed maintenance at defined intervals. Autonomous maintenance is daily operator-led care covering cleaning, inspection, lubrication, and minor adjustments. PM focuses on planned interventions. AM focuses on continuous monitoring and early defect detection.
A typical rollout takes 18 to 36 months to reach Step 7 from a cold start. A pilot program on two to four machines can show measurable OEE improvement within six months.
At minimum, operators need training in machine basics, structured inspection, correct lubrication, defect tagging, and AM checklist completion. Each step typically requires 4–8 hours of hands-on training per operator, ideally conducted at the machine itself.
An AM program can start on paper, and many do. However, paper-based AM systems struggle to scale beyond a few machines. A CMMS becomes essential for a facility-wide program.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











