
Poka-Yoke is a Lean Manufacturing technique that error-proofs a process so mistakes get caught immediately, or can't happen at all. The name comes from the Japanese words for “avoiding” (yokeru) and “inadvertent errors” (poka), and it's one of the most practical tools a plant has for cutting defects, rework, and scrap. This guide walks through what Poka-Yoke is, the three core device types, and a step-by-step process for putting it to work on your shop floor — along with real examples and the tools that keep it running long after launch.
Quick facts before you start:

Poka-Yoke, also called mistake proofing or error proofing, is a design approach that stops a defect from occurring — or catches it the instant it happens. Instead of relying on operators to spot problems during inspection, Poka-Yoke builds the check into the process itself: a part that only fits one way, a sensor that stops the line when a step is skipped, a fixture that won't close unless every component is in place.
A manufacturing defect is what happens when a human mistake reaches the customer without being caught and corrected first. A mistake is human — someone forgets a step, grabs the wrong part, or misreads a gauge. Poka-Yoke intervenes between the two, so a mistake never has the chance to become a defect. That's a fundamentally different approach from traditional quality control, which inspects finished work after the fact and only catches problems that have already occurred.
Poka-Yoke sits alongside Jidoka and standardized work as one of the pillars of the Toyota Production System, and it's now a core practice across lean maintenance and continuous improvement programs in nearly every manufacturing sector. According to the American Society for Quality (ASQ), mistake proofing is one of the most effective tools for achieving zero-defect manufacturing because it removes the reliance on human attention as the last line of defense.

Defects are expensive in ways that don't always show up on a single line item. A part that fails inspection late in the process wastes the labor and material already invested in it. A defect that escapes to the customer costs even more — in returns, warranty claims, and reputational damage. Poka-Yoke attacks this cost at its cheapest point: before the defect exists at all.
Manufacturing excellence programs built around Lean principles treat defect prevention as a system, not a single fix. Poka-Yoke supports that system in a few concrete ways:
Done well, Poka-Yoke becomes part of a plant's broader push toward zero defects — a measurable target supported by process standardization, documented procedures, and equipment maintained well enough to behave predictably every shift.

Every Poka-Yoke method falls into one of three categories, based on how it detects or prevents an error. The Lean Enterprise Institute classifies them as contact, fixed-value, and motion-step methods.
A contact Poka-Yoke method is a physical design where incorrect part orientation or assembly is physically impossible. A connector that only fits one way, or a fixture that won't close around a misaligned part, are contact-method examples that most manufacturers already use without naming them.
Each method can work as either a control — which stops the process automatically — or a warning, which alerts the operator but lets them intervene. Controls are more reliable for high-risk defects; warnings work well where a trained operator can quickly assess and correct the issue.
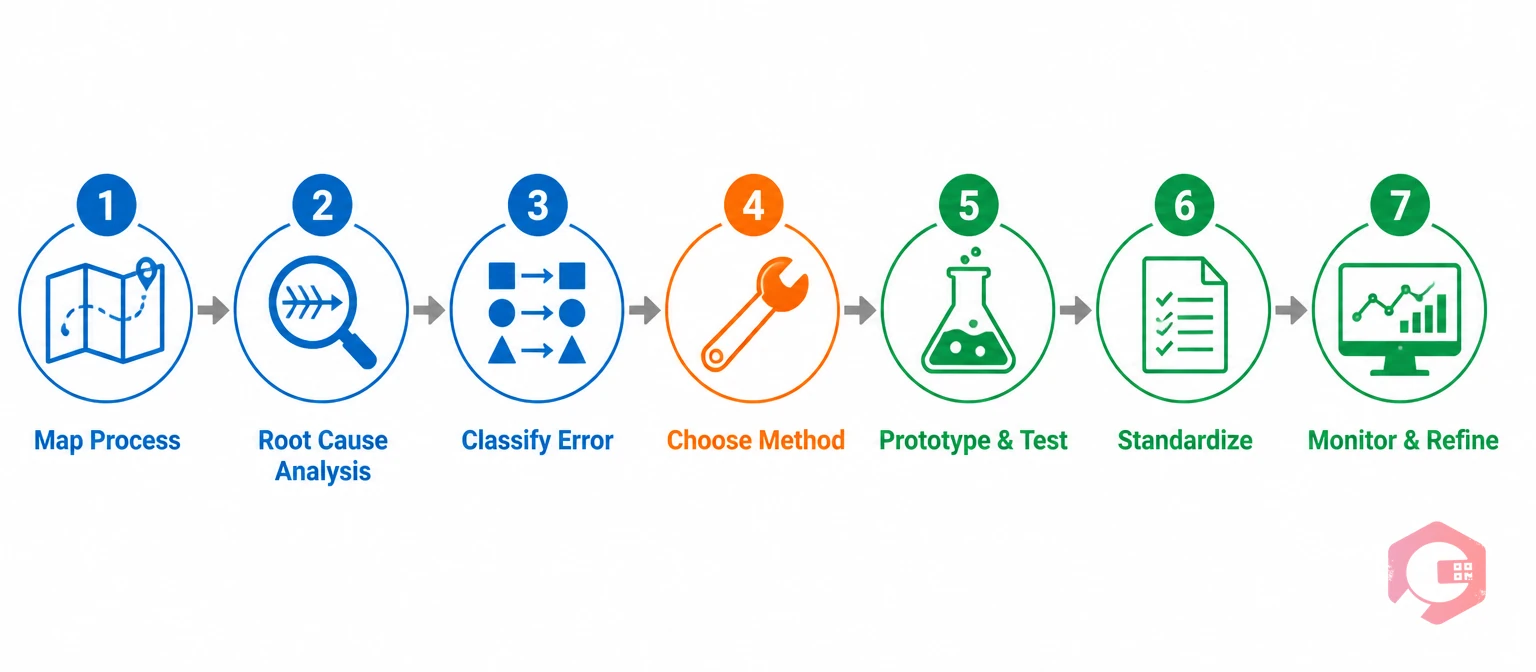
Poka-Yoke implementation works best as a structured process, not a one-off fix applied to whichever defect is loudest this week. Here's a practical sequence manufacturers can follow.
Walk the process from start to finish and document every handoff, decision point, and manual step. Failure points cluster around manual data entry, part orientation, torque or fastener counts, and any step that depends entirely on an operator's memory or attention.
Pull defect and downtime history and look for repeat offenders. A 5 Whys analysis or fishbone diagram helps separate a true root cause — like a fixture that drifts out of tolerance, or a step operators skip under time pressure — from a surface symptom.
Sort each root cause into a category: human error (forgetting, misreading, mixing up parts), equipment-related (drift, wear, missed calibration), or material-related (wrong part, out-of-spec component). The category determines which Poka-Yoke method fits best.
Match the error type to a contact, fixed-value, or motion-step device. Simple, low-cost solutions — a jig, a color-coded bin, or a checklist with a required sign-off — often outperform complex sensor systems, especially for a first pass.
Build a low-cost prototype before committing to a permanent fixture or sensor. Test it against normal operation and edge cases — a device that only catches the obvious version of an error isn't finished yet.
A Poka-Yoke device works best alongside a documented standard. Update the SOP so every operator, on every shift, follows the same sequence and knows what the control protects against. Digital maintenance checklists that live on a tablet or mobile device keep the current version in front of operators instead of a laminated sheet taped to a machine.
Track defect rates, near-misses, and false triggers after rollout. A control that flags too often gets ignored; one that misses real errors needs redesign. Review the data on a set cadence and treat the Poka-Yoke device itself as equipment that needs upkeep — not a permanent fix-and-forget solution.
Seeing Poka-Yoke in familiar contexts makes it easier to spot opportunities on your own line:
Notice that several of these examples are procedural, not mechanical. Reducing production defects doesn't always require new hardware — a well-designed checklist or a locked sequence in a digital work order can deliver the same error-proofing effect at a fraction of the cost.
Poka-Yoke devices only work if the equipment carrying them stays in spec. A sensor that's drifted out of calibration or a fixture worn past tolerance can quietly stop protecting against the exact defect it was built to prevent. That's where a CMMS fits into a Lean Manufacturing program: it keeps the equipment behind your error-proofing controls reliable and digitizes the standardization and accountability that Poka-Yoke depends on.
A few ways Cryotos supports Poka-Yoke and broader lean maintenance goals:
Together, these capabilities turn Poka-Yoke from a one-time engineering project into a maintained, monitored part of daily operations — which is what separates plants that sustain zero-defect performance from plants that see a short-term dip in defects creep back up.

A few patterns show up repeatedly when Poka-Yoke initiatives stall or lose momentum:
Poka-Yoke prevents or detects a specific error at the point it occurs. Jidoka is the broader principle of giving equipment or people the ability to stop a process automatically when something abnormal happens. Poka-Yoke devices are often one of the tools that make Jidoka possible in practice.
Yes. Hospitals use it for medication dosing and surgical checklists, software teams use it in form validation, and logistics operations use it in pick-to-light warehouse systems. The underlying idea — making the correct action easy and the incorrect action difficult or impossible — applies to any process with a human step.
Cost varies widely. Many effective controls — a checklist, a color-coded bin, or a locked digital work order sequence — cost very little beyond the time to design and test them. Sensor-based and mechanical devices cost more upfront but usually pay for themselves quickly through reduced rework and scrap.
Software isn't required to design a single Poka-Yoke device, but it helps sustain a program at scale. A CMMS keeps the equipment behind your controls reliable, standardizes inspections across shifts, and gives you the data to see which controls are actually reducing defects over time.
Poka-Yoke is only as strong as the equipment and process discipline behind it. Cryotos brings preventive maintenance, digital checklists, work order management, and root cause analysis together in one system — so your error-proofing controls stay accurate and your Lean Manufacturing program keeps moving toward zero defects. Schedule a demo to see how Cryotos supports quality and maintenance teams working toward the same goal.



Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











