
Railway safety depends on detecting defects in rails, wheels, axles, and fasteners before they cause failures. Two non-destructive testing (NDT) methods dominate the railway industry: eddy current and ultrasonic testing. Both detect subsurface and surface flaws without damaging equipment, but they work using different physics and excel in different scenarios. Understanding the strengths, limitations, and applications of each method helps railway maintenance teams optimize inspection schedules, reduce downtime, and prevent catastrophic failures. This guide compares eddy current and ultrasonic testing, showing when to use each approach.
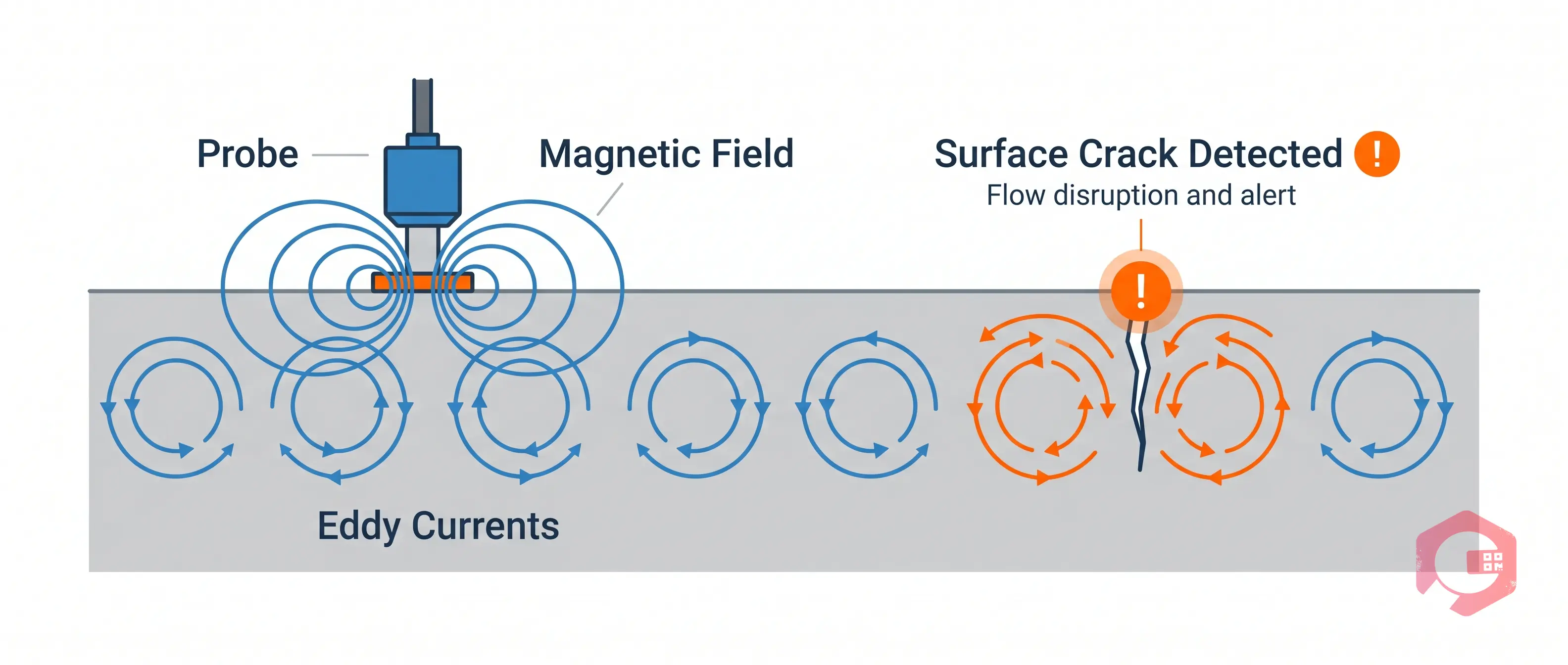
Eddy current testing is a non-destructive inspection method that uses electromagnetic fields to detect surface and near-surface defects in conductive materials. An eddy current probe generates an alternating magnetic field. When placed on or near a conductor (like a steel rail), this field induces circular electrical currents (eddy currents) in the material. Cracks, corrosion, material thickness changes, and other anomalies disrupt the flow of eddy currents, causing detectable changes in the magnetic field.
Eddy current excels at detecting surface-breaking cracks, corrosion pits, stress corrosion cracking, and material property changes. It's fast, portable, and requires no coupling agent (unlike ultrasonic). In railways, eddy current is used for rail head inspection, wheel crack detection, and fastener flaws. The method is particularly effective for detecting tight, shallow cracks that might be missed by other methods.
Limitations include reduced sensitivity to deep subsurface flaws (typically effective to 5-10 mm depth), inability to work through paint or coatings without surface preparation, and difficulty on non-conductive or highly magnetic materials. Eddy current also requires signal interpretation experience—false signals from material property variations can be misinterpreted as defects.
Ultrasonic testing uses high-frequency sound waves (typically 1-20 MHz) to detect internal and subsurface flaws in materials. A transducer sends ultrasonic pulses into the material. When a pulse hits a defect or the back surface of the material, the sound reflects and returns to the transducer as an echo. By measuring the time between pulse and echo, inspectors calculate the depth and size of flaws.
Ultrasonic testing penetrates deep into materials, making it ideal for detecting internal cracks, voids, delaminations, and subsurface corrosion that eddy current cannot reach. It works on ferrous and non-ferrous metals and can detect defects at depths of 50+ mm or more, depending on frequency and material. In railway applications, ultrasonic is used for rail web inspection, thick component testing, and detection of rolling contact fatigue cracks at depth.
Limitations include slower inspection speed, need for coupling agents (gel or oil) between transducer and surface, sensitivity to surface conditions, and difficulty interpreting results on complex geometries or materials with high grain scatter. Ultrasonic requires more operator skill and equipment setup time than eddy current.

Railways use eddy current for high-speed surface inspection:
Eddy current works best in structured inspection programs where regular, rapid scanning detects surface defects early. Its speed advantage makes it practical for continuous monitoring of high-risk components.
Ultrasonic shines for subsurface defect detection:
Ultrasonic is the method of choice when inspection must verify the integrity of internal structures or when defects are expected at depths beyond eddy current's reach.

Leading railway maintenance programs use both methods in complementary roles:
This hybrid approach balances speed, cost, and detection depth. Eddy current's efficiency handles routine screening; ultrasonic's precision validates findings and catches deep flaws.
Different railway authorities specify inspection methods. European railways (EN standards), US freight railroads (AAR standards), and rapid transit systems each have inspection protocols. Most require a combination of methods:
Compliance requires documented procedures, calibrated equipment, certified operators, and inspection records. A modern maintenance management system centralizes these records and ensures no inspections are missed.
When planning railway inspections, ask:
| Inspection Factor | Method Selection Guideline |
|---|---|
| What defects are you looking for? |
• Surface cracks → eddy current. • Internal flaws → ultrasonic. • Uncertain → use both. |
| How deep do flaws typically propagate? |
• Failures detected at <10 mm depth → eddy current suffices. • Internal voids or >10 mm cracks → add ultrasonic. |
| What's the inspection frequency? |
• High-frequency (daily/weekly) screening → eddy current. • Low-frequency (annual) deep checks → ultrasonic. |
| Are there surface coatings? | Paint or heavy corrosion → ultrasonic or aggressive surface prep for eddy current. |
| What's your operator expertise level? |
• Limited training → eddy current. • Expert team → optimize with ultrasonic. |
| What's the regulatory requirement? | Many standards mandate specific methods. Verify before choosing. |
Railway inspection technology continues evolving:
Investment in these technologies improves safety, reduces inspection time, and enables condition-based maintenance replacing time-based overhauls.
Effective railway maintenance requires NDT findings to flow seamlessly into maintenance workflows. CMMS checklists can embed NDT procedures, capturing inspection results at the point of discovery. When inspection detects a defect:
This closed-loop integration prevents critical findings from being overlooked and ensures corrective action is taken promptly.
Eddy current and ultrasonic testing are complementary, not competing methods. Eddy current's speed and sensitivity to surface cracks make it ideal for routine screening. Ultrasonic's depth penetration and internal flaw detection are essential for validating component integrity. Leading railway operations use both, with eddy current catching surface threats quickly and ultrasonic confirming deep structural soundness.
The choice between methods depends on defect type, depth, inspection frequency, and regulatory requirements. A hybrid strategy—rapid eddy current screening followed by targeted ultrasonic confirmation—balances speed, cost, and safety.
Ready to strengthen your railway inspection program? Cryotos CMMS helps railway maintenance teams coordinate inspections, track NDT findings, and schedule repairs based on condition. Learn how Cryotos integrates with your inspection protocols to keep railways safe and compliant.



Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











