
Fuguai is the Japanese term for an abnormality, defect, or deviation from the correct operating condition in a piece of equipment. In Total Productive Maintenance (TPM), Fuguai refers specifically to any condition that — left unaddressed — will eventually cause equipment failure, quality defects, or safety incidents. The systematic identification, classification, and elimination of Fuguai is one of the most foundational practices in TPM's autonomous maintenance pillar.
Most equipment failures do not happen suddenly. They develop gradually from small abnormalities — a minor oil leak, unusual vibration, loose fastener, or elevated temperature — that go unnoticed or are accepted as "normal." Fuguai management provides the structured method to find these abnormalities before they become breakdowns. A Computerized Maintenance Management System transforms Fuguai management from a paper-based tagging exercise into a digitally tracked, measurable process that drives continuous reliability improvement.
Key Takeaways

Fuguai (不具合) is defined in TPM as any condition in equipment, tooling, or the workplace that deviates from the correct, specified operating standard — whether or not the deviation has yet caused a visible problem. The term comes from Japanese lean manufacturing practice and was formalised as part of the Japan Institute of Plant Maintenance's autonomous maintenance methodology.
The critical distinction in TPM thinking is that a Fuguai is not the same as a breakdown. A breakdown is a Fuguai that was allowed to progress to the point of functional failure. Most breakdowns in manufacturing plants trace back to one or more Fuguai that were visible weeks or months before the failure occurred but were either not noticed, not reported, or not addressed in time.
According to the Total Productive Maintenance framework, the goal of autonomous maintenance — particularly in the early steps of Jishu Hozen — is to develop operators who can detect Fuguai at the earliest possible stage, before any deterioration crosses the threshold into functional failure. This is the core mechanism through which TPM achieves its zero-breakdown target.
An Abnormality Matrix is a structured tool used in TPM to categorise, prioritise, and track all identified Fuguai across a production area. It maps each detected abnormality against its type, severity, location, and responsible party — giving maintenance managers a complete, real-time picture of equipment health that goes beyond scheduled inspection data.
The relationship between Fuguai and breakdowns is not theoretical — it follows a consistent pattern that reliability engineers call the P-F Interval: the period between when a potential failure (P) can first be detected and when functional failure (F) occurs. Every breakdown has a Fuguai phase. The length of that phase — hours, days, weeks, or months depending on the failure mode — determines how much warning time the maintenance team has to intervene.
In manufacturing plants without systematic Fuguai detection, the P-F interval is effectively wasted. Operators do not know what to look for, do not have a framework to classify what they find, and do not have a reliable channel to report abnormalities that seem minor. The result is that Fuguai accumulate silently until the P-F interval expires and a breakdown stops the line.
The SMRP Best Practices data on maintenance reliability consistently shows that plants with structured abnormality detection programs achieve significantly higher Mean Time Between Failures (MTBF) and lower unplanned downtime rates than those relying solely on scheduled preventive maintenance. The difference is not in the maintenance tasks themselves — it is in the early warning system that Fuguai detection provides between scheduled PM intervals.
Maintenance teams using Cryotos have reported up to 30% reduction in unplanned downtime and 25% faster repair turnaround — outcomes that are directly enabled by catching and addressing Fuguai before they become breakdowns rather than responding to failures after they occur.

TPM classifies Fuguai into six distinct categories. The classification matters because each type requires a different detection method, points to a different root cause, and demands a different corrective response. Operators trained on all six types become systematic searchers rather than casual observers.
| Fuguai Type | Definition | Common Examples | Detection Method |
|---|---|---|---|
| 1. Minor Defects | Small deteriorations that do not immediately affect function but will worsen over time | Cracked hose, worn seal, corroded fastener, surface rust | Visual inspection during cleaning |
| 2. Unfulfilled Basic Conditions | Lubrication, cleaning, and tightening standards not being met | Under-lubricated bearing, loose guard bolt, dirty cooling fins | Standard inspection checklist |
| 3. Inaccessible Locations | Areas where cleaning, inspection, or maintenance cannot be performed safely or efficiently | Inspection window obscured, lubrication point behind guard, no access to bearing housing | Kaizen improvement mapping |
| 4. Unnecessary Items | Tools, materials, or components that do not belong in the work area or on the equipment | Rags left near moving parts, extra parts stored on machine, unmounted components | 5S audit during cleaning |
| 5. Contamination Sources | Points where foreign material enters the machine or the work area | Oil leak entry point, dust ingress through damaged seal, coolant splatter | Contamination source mapping |
| 6. Quality Defect Sources | Equipment conditions that cause or risk causing product quality defects | Worn tooling producing off-spec parts, misaligned guide producing burrs, vibrating fixture causing positional error | Quality correlation analysis |
In practice, Types 1 and 2 (minor defects and unfulfilled basic conditions) are by far the most common Fuguai found during initial cleaning and inspection campaigns. Types 5 and 6 (contamination sources and quality defect sources) are the most operationally consequential — they are the Fuguai most directly linked to both breakdown risk and product quality outcomes.

Identifying a Fuguai is only valuable if there is a reliable system to ensure it gets addressed. The physical tag system is the mechanism that converts Fuguai detection into trackable action — attaching a visible label to every identified abnormality and creating a formal record that must be closed before the tag is removed.
| Attribute | Red Tag | Blue Tag |
|---|---|---|
| Who resolves it | Maintenance department | Production operator |
| When to use | Fuguai requiring technical skill, tools, or parts the operator does not have | Fuguai within the operator's skill and authority to fix independently |
| Typical Fuguai types | Bearing failure, seal replacement, electrical fault, structural crack | Loose fastener, minor cleaning issue, label replacement, simple adjustment |
| Resolution target | Scheduled within maintenance capacity — not open-ended | Within the operator's next available time — same shift or within 24 hours |
| Tracking record | Creates a maintenance work order | Logged in operator Fuguai record |
The tag system works because it makes Fuguai visible and unclosable without action. A red tag physically attached to the abnormal component is impossible to ignore. It remains visible to every operator, supervisor, and maintenance technician who passes the machine until the corrective action is complete and the tag is formally removed with a logged reason.
The most common failure mode of the tag system is accumulation without resolution — machines become covered in tags that are never addressed because there is no prioritisation or deadline mechanism. This failure mode is not a problem with the concept; it is a problem with the tracking system. Physical tags without a digital tracking layer allow tag counts to grow without creating urgency. Structured maintenance checklists in a CMMS convert every tagged Fuguai into a tracked work item with a due date, an assigned owner, and an escalation path — eliminating the accumulation problem entirely.
An Abnormality Matrix is the management tool that sits above the individual tag system — it provides a consolidated view of all open Fuguai across an asset or production area, categorised by type, severity, age, and responsible party.
A well-designed Abnormality Matrix answers four questions at a glance: How many Fuguai exist right now? What types are they? Who owns each one? And how long have they been open? Without these answers, Fuguai management becomes a local, informal activity that maintenance managers cannot track, trend, or report on.
Building an effective matrix involves five elements:
In paper-based TPM programs, the Abnormality Matrix is maintained as a physical board or spreadsheet near the equipment. The limitation is that paper matrices cannot generate reports, send reminders, or automatically flag overdue items. Digital Abnormality Matrices in a CMMS platform overcome all three limitations — making the matrix a live operational tool rather than a static status board.
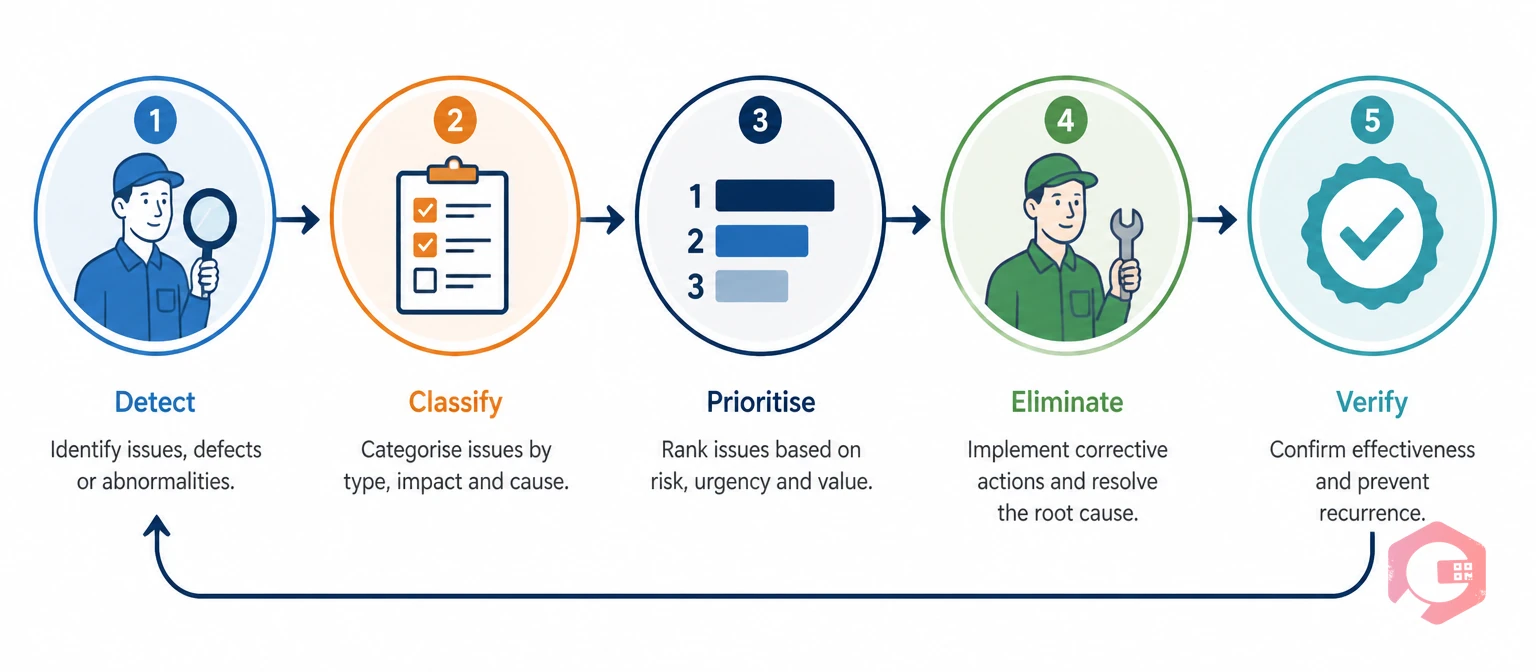
Eliminating Fuguai is not a one-time event — it is a repeating cycle that becomes embedded in the daily autonomous maintenance routine as a TPM program matures. The cycle operates continuously: new Fuguai are identified during daily inspections, classified and tagged, prioritised, eliminated, and verified — creating a feedback loop that progressively reduces the number of open abnormalities and the rate at which new ones appear.
The Fuguai Elimination Cycle:
The elimination cycle's effectiveness depends entirely on the Step 5 verification and reopening check. Fuguai that recur after elimination without a root cause investigation will continue recurring indefinitely — creating the "fire-and-forget" pattern where the same problems consume maintenance capacity repeatedly without ever being truly solved. Work order management in a CMMS links every Fuguai elimination record to the asset's failure history — automatically flagging recurring abnormalities for escalated root cause investigation.

The gap between a well-designed Fuguai management system and one that actually delivers results in a live manufacturing environment is almost always a data problem. Physical tags and paper matrices work conceptually but fail operationally at scale — tags get lost, matrices go out of date, severity-3 items sit unresolved for weeks because no one is alerted, and trend analysis requires hours of manual data collection before each management review.
A CMMS solves the operational failure of paper-based Fuguai management by making the entire cycle digital, tracked, and measurable without adding administrative overhead to operators or maintenance teams.
The downtime tracking module in Cryotos connects Fuguai elimination records directly to downtime data — making it possible to quantify how many unplanned downtime hours were prevented by catching and eliminating specific Fuguai before they progressed to failure. This connection between Fuguai management and downtime reduction provides the business case for continued TPM investment that manufacturing maintenance leadership needs to sustain the program through production pressures. According to ISO 55000 asset management standards, proactive management of deterioration conditions — exactly what Fuguai elimination delivers — is a core requirement of effective asset lifecycle management.
Fuguai (不具合) translates literally as "defect," "malfunction," or "abnormality" in Japanese. In TPM, it refers specifically to any condition that deviates from the equipment's correct operating standard — whether or not that deviation has yet caused a visible problem. The term is used in TPM because it captures the pre-failure state that conventional maintenance vocabulary misses: the gap between "everything is fine" and "there is a breakdown" where most reliability improvement opportunity exists.
A breakdown is a Fuguai that was not detected or not eliminated before it progressed to functional failure. Every breakdown has a Fuguai history — a period during which the developing abnormality was detectable but went unaddressed. TPM uses Fuguai management to intervene during that period, eliminating the abnormality before it crosses the functional failure threshold. In this sense, all breakdowns begin as Fuguai, but not all Fuguai become breakdowns — those that are caught and eliminated in time remain invisible in breakdown data.
Resolution targets depend on severity classification. Severity-3 (immediate risk) Fuguai should be addressed within 24 hours — if they cannot be fixed immediately, the asset should be made safe until repair is possible. Severity-2 (developing risk) Fuguai should be resolved within the current week's maintenance plan. Severity-1 (monitoring only) Fuguai can be batched into the next planned maintenance window, provided they are re-inspected at each autonomous maintenance cycle to confirm the severity has not escalated. Any Fuguai open beyond twice its target resolution time should trigger escalation to the maintenance supervisor.
The Abnormality Matrix is a management tool that provides a consolidated view of all open Fuguai across an asset or production area — classified by type, severity, age, and responsible owner. It serves three functions: operational (giving maintenance supervisors a prioritised work list), analytical (identifying which machines and Fuguai types consume the most elimination resources), and cultural (making the volume and resolution rate of Fuguai visible to the whole team, creating shared accountability for program progress).
Fuguai management is the core activity of Jishu Hozen steps 1 through 3. In step 1 (initial cleaning), the first large-scale Fuguai detection campaign identifies and tags all existing abnormalities on each machine. In step 2 (eliminating contamination sources), Fuguai of types 3 and 5 — inaccessible locations and contamination sources — are the primary targets. In step 3 (cleaning and lubrication standards), the standards created are designed to prevent Fuguai of type 2 (unfulfilled basic conditions) from recurring. From step 4 onward, Fuguai detection becomes an embedded part of the daily autonomous maintenance routine rather than a dedicated campaign.
Fuguai management is the foundation on which zero-breakdown manufacturing is built. Schedule a free demo to see how Cryotos CMMS makes Fuguai detection, classification, prioritisation, and elimination trackable — turning every operator's daily inspection into a measurable contribution to equipment reliability and planned maintenance performance.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











