
A TPM implementation roadmap follows four phases: Preparation, Introduction, Implementation, and Institutionalization. These phases take a manufacturing plant from a single pilot line to a plant-wide Total Productive Maintenance program. TPM started at Nippondenso in Japan in the 1970s. It unites operators, maintenance technicians, and engineers around one shared goal: maximizing Overall Equipment Effectiveness (OEE). This guide covers the prerequisites, the four-phase rollout, the metrics that prove progress, and how a CMMS keeps the program on track.
Key Takeaways
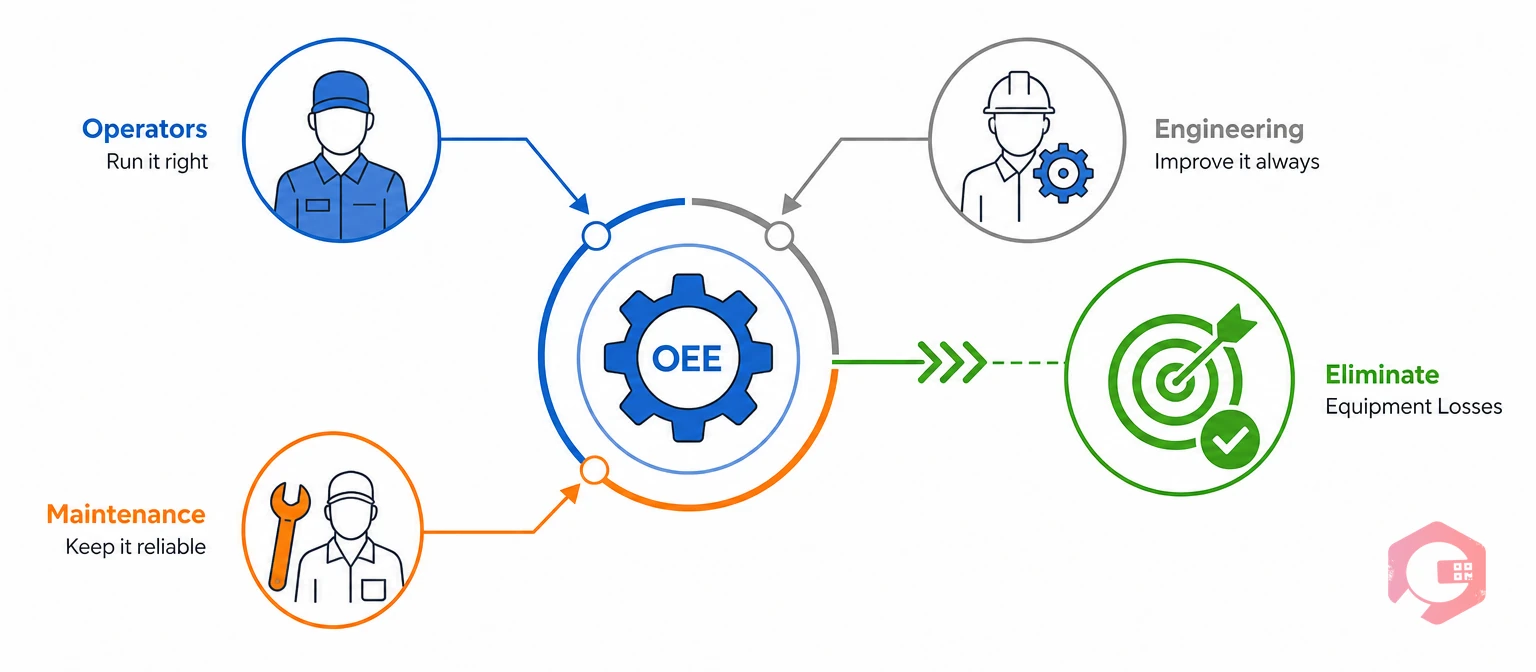
Total Productive Maintenance (TPM) is a manufacturing-floor philosophy that unites operators, maintenance, and engineering around one goal. That goal is eliminating the six big losses: breakdowns, setup delays, idling, speed loss, defects, and startup loss. TPM is not just a preventive maintenance schedule. It is a culture shift built on shared ownership. Operators handle basic equipment care. Maintenance and engineering focus on the failures that need deeper expertise.
TPM traces back to Nippondenso, a Toyota Group supplier in Japan. The Japan Institute of Plant Maintenance formalized the approach in the 1970s. TPM's origins in lean manufacturing explain why it pairs so naturally with Kaizen and other continuous improvement methods.
Most manufacturers manage this shared ownership through a Computerized Maintenance Management System (CMMS). It ties operator checklists, work orders, and OEE data together in one place. TPM is a culture, not a checklist — and that distinction sets up every phase of the roadmap that follows.
A successful TPM implementation needs five things in place before Phase 1 begins. These are visible management commitment, cross-functional buy-in, a documented baseline, 5S workplace organization, and a named steering committee.
A documented maintenance baseline is a starting snapshot of OEE, downtime, and failure history. A plant uses this baseline to measure TPM's actual progress. Most teams pull this from existing maintenance records instead of starting a new tracking system from scratch. The American Society for Quality notes that plants skipping this step often can't tell whether TPM is actually moving the needle.
Without these five pieces in place, the phased rollout below has nothing solid to build on.

The 8 pillars of TPM are the specific improvement activities a plant runs during Phase 3. Each pillar targets a different source of equipment loss.
Each pillar targets a distinct loss, and together they cover every corner of equipment reliability a plant needs.
Before moving into the rollout phases, it's worth knowing your starting point. Calculate your plant's current OEE to set a realistic baseline for Phase 1.

The TPM implementation roadmap most manufacturers follow has four phases: Preparation, Introduction, Implementation, and Institutionalization.
The TPM 4-Phase Rollout Framework:
Most manufacturing teams that skip the pilot and roll out to every line at once end up scaling problems, not solutions. Starting Phase 3 on a single asset is the detail most competing guides skip. Only expand once work order management and Autonomous Maintenance checklists are running smoothly there.
Rushing Phase 2 before Phase 1's baseline and buy-in are solid is the single biggest reason TPM rollouts stall.
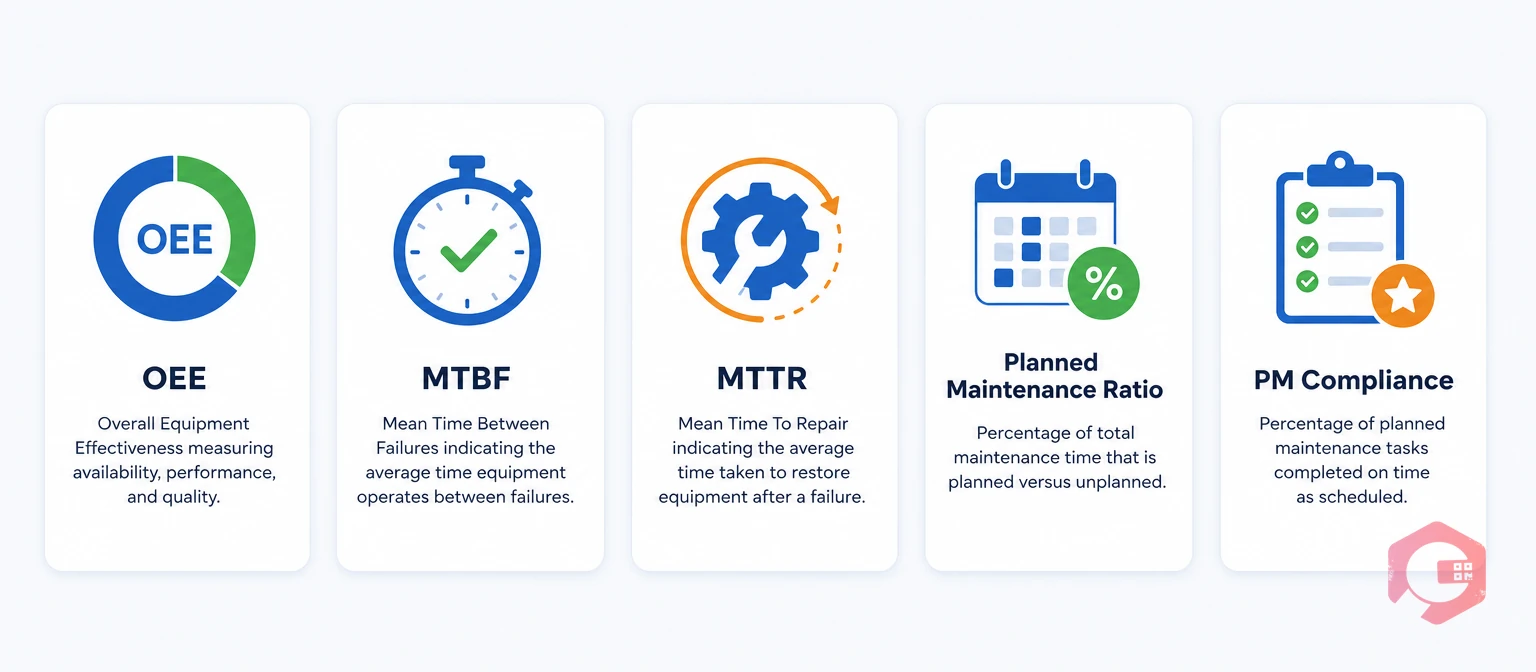
Overall Equipment Effectiveness (OEE) is the primary scoreboard for TPM progress. It multiplies Availability, Performance, and Quality into one composite percentage. A plant at 100% OEE would produce only good parts, as fast as possible, with zero unplanned stops.
Track these numbers phase-by-phase, not just at the kickoff event. An OEE tracking dashboard is what separates a real implementation from an initiative that stalls after a few months. NIST's Manufacturing Extension Partnership points to consistent OEE measurement as a clear signal of a mature maintenance program.
Plants that review these metrics phase-by-phase catch a stalling implementation months before it fully stops.
Manufacturers that follow through on TPM implementation typically see higher OEE within the first year of Phase 3. Unplanned downtime drops, and operator engagement gets stronger too.
Maintenance teams using Cryotos have reported up to 30% reduction in unplanned downtime and 25% faster repair turnaround. These gains compound once Autonomous Maintenance and Planned Maintenance are both running.
These benefits show up gradually, which is exactly why Institutionalization matters as much as the pilot itself.
TPM implementations commonly stall for six predictable reasons. Most trace back to a rushed Preparation or Introduction phase.
Most of these six issues are avoidable. A solid baseline and a real steering committee head off most of them. The rest comes down to treating TPM as a continuous cycle, not a one-time event.
A CMMS operationalizes a TPM implementation roadmap rather than replacing it. It is the system of record that keeps each phase measurable as the program scales.
None of this runs TPM on its own. A CMMS is the operational backbone and decision-support layer. It is not a replacement for the steering committee, the pillar leads, or the culture shift the roadmap depends on.
Manufacturers that pair a phased TPM roadmap with a system built to track it tend to reach Institutionalization faster. Spreadsheets and memory alone rarely keep pace once a program scales.
Most manufacturers need 6 to 12 months to move a pilot line through the first three phases. Institutionalization then takes a year or more. Timelines vary by plant size and baseline quality.
The first step is securing visible management commitment and building a documented baseline of current OEE, downtime, and failure history. Skipping this step is the most common reason TPM rollouts stall later on.
Yes. A single pilot line keeps the initial cost small. Autonomous Maintenance relies mainly on operator time and training, not new equipment. Smaller plants can scale gradually once the pilot proves out.
Preventive maintenance is a scheduling practice. TPM is a broader culture shift built on eight pillars. Preventive maintenance is really just one piece of TPM's Planned Maintenance pillar.
A CMMS isn't strictly required. But it makes tracking checklists, schedules, and OEE metrics far easier past one pilot line. Plants running TPM on paper alone often struggle to prove progress.
A TPM implementation roadmap turns equipment reliability into a shared responsibility instead of one department's problem. Schedule a free demo to see how Cryotos helps manufacturers track every phase of their TPM rollout from pilot line to plant-wide scale.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











