
Jishu Hozen is the autonomous maintenance pillar of Total Productive Maintenance (TPM), and its core principle is clear: production operators — not just maintenance technicians — should keep their machines in optimal operating condition. When implemented correctly across all seven steps, Jishu Hozen shifts the maintenance culture from reactive firefighting to proactive ownership, reducing breakdowns, extending asset life, and building frontline competence that a central maintenance department cannot replicate on its own.
The seven steps of Jishu Hozen implementation move from initial cleaning through skills development to full operator self-management. Each step builds on the last, and most manufacturing plants that complete all seven see measurable improvements in equipment availability within the first 12 to 18 months. A Computerized Maintenance Management System supports the entire progression by making each step documentable, schedulable, and measurable from step one through step seven.
Key Takeaways

Jishu Hozen is the Japanese term for autonomous maintenance, defined as a structured seven-step process that transfers equipment care competency from the maintenance department to production operators. It is one of the eight pillars of Total Productive Maintenance (TPM) and describes a systematic approach to building the skills and habits that allow operators to maintain their own machines.
The concept was formalised by the Japan Institute of Plant Maintenance in the 1970s as part of the broader Total Productive Maintenance framework. Today, it forms the foundation of autonomous maintenance programs in manufacturing operations worldwide — from automotive assembly plants to pharmaceutical production facilities and food processing operations.
Jishu Hozen is not simply asking operators to clean their machines. It is a phased, validated program where operators first restore equipment to its correct baseline condition, then develop the inspection skills to detect abnormal conditions before they become failures, and finally take full ownership of their equipment's performance outcomes. Each phase requires management commitment, structured training, and consistent measurement to succeed.
The practical outcome of a complete Jishu Hozen implementation is an operator who knows their machine well enough to detect a developing fault, understands what action to take when they find one, and has the authority and habit to act — not wait for maintenance.
TPM targets zero breakdowns, zero defects, and zero accidents through the combined effort of every department — production, maintenance, engineering, and management. Jishu Hozen addresses the most common root cause of equipment failure in most plants: inadequate daily care by the people closest to the machines.
Manufacturing plants that operate without an autonomous maintenance program typically experience a predictable set of problems: accelerated component wear from inconsistent lubrication, contamination buildup that shortens bearing and seal life, and a cultural separation between production operators and the equipment they run. Operators treat problems as "someone else's job." Maintenance teams spend their time responding to conditions that should never have developed. The result is chronic breakdown reactivity that a preventive maintenance schedule alone cannot overcome.
The SMRP Best Practices guide on maintenance strategy notes consistently that plants where operators participate in basic equipment care achieve higher Overall Equipment Effectiveness scores than facilities where maintenance responsibility is entirely separated from production. The reason is straightforward: operators spend far more time near their machines than maintenance technicians can — and what they notice or miss directly determines the machine's condition between scheduled services.
Jishu Hozen provides the structure to convert that proximity into an operational advantage.
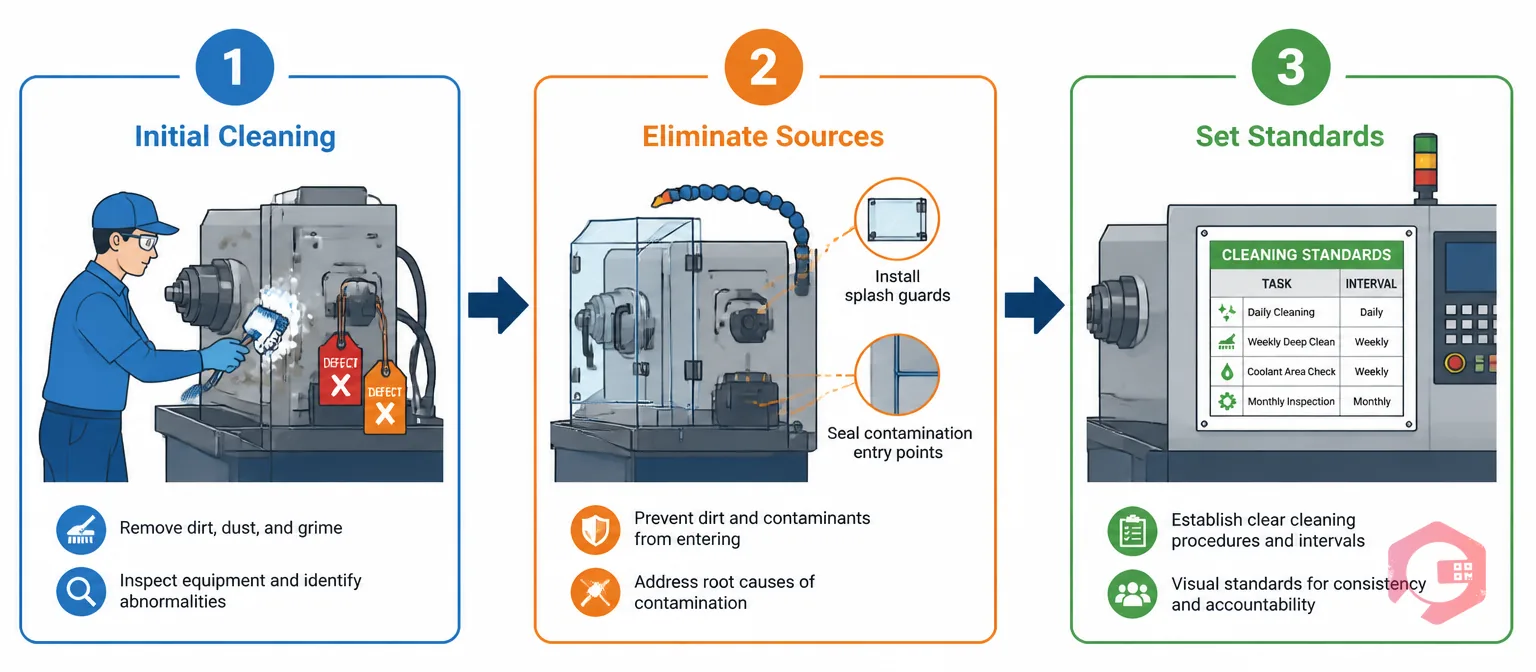
The first step of Jishu Hozen implementation is a deep, thorough cleaning of each piece of equipment — not a routine wipe-down, but a systematic effort that reaches every surface, corner, lubrication point, and mechanical component. The purpose is not cleanliness alone: cleaning at this depth forces operators to interact physically with their equipment as active investigators rather than passive users, often for the first time in their tenure.
During initial cleaning, operators discover conditions that daily operation obscures. Accumulated contamination — oil residue, metal shavings, product buildup, dust compacted in cooling fins — is removed. In the process, operators encounter loose fasteners, worn seals, oil leaks, cracked guards, and blocked lubrication points that have gone unnoticed during normal operation. Each finding is tagged using a physical label system — typically red tags for defects requiring maintenance department intervention, orange tags for defects operators can address themselves — and logged as a formal defect record.
The cleaning activities are structured using maintenance checklists that ensure every point is covered, every finding is recorded, and nothing is missed across shift handovers. Step 1 is formally complete only when every tagged defect has been restored to correct condition, and the machine has been photographed or marked as the verified baseline that subsequent steps will maintain.
The second step addresses what step 1 reveals: the sources of contamination and the access barriers that make cleaning and inspection physically difficult. If step 1 cleans the machine, step 2 makes it easier to keep clean — and makes the daily care tasks that step 3 will establish genuinely practical to perform within a normal shift.
Contamination source elimination is the most technically demanding aspect of early Jishu Hozen. Operators and maintenance technicians work together to identify where contaminants enter the machine — coolant splatter, airborne dust, oil mist from adjacent equipment, product spillage at transfer points — and install physical countermeasures to reduce or eliminate each source. Splash guards, sealing improvements, exhaust routing changes, and material flow modifications are typical outcomes of step 2 kaizen activity.
Improved access is equally critical. Operators who must remove multiple guards, bend into awkward positions, or use special tools just to check a lubrication point will skip that check — not out of negligence but because the time is not available in the shift. Step 2 redesigns access to daily maintenance points: extended oil fittings, transparent inspection windows on gearboxes and reservoirs, simplified guard designs with quick-release fasteners, and clearly labelled service points positioned where operators can reach them in seconds.
The outcome of step 2 is a machine that is not only restored to baseline condition but is physically set up so the standards step 3 establishes are achievable during normal production.
Cryotos preventive maintenance software helps manufacturing teams build, schedule, and assign the cleaning, lubrication, and inspection routines that Jishu Hozen steps 3 through 7 depend on — so nothing falls through the gaps between shifts or between machines.
Step 3 converts the knowledge gained in steps 1 and 2 into written, visual standards. These standards define exactly what must be cleaned, lubricated, and inspected — by whom, with what materials and tools, in how much time, and at what frequency. They eliminate ambiguity and create the consistent baseline that all subsequent steps depend on.
A standard that cannot be completed within the available shift time will not be followed consistently. Step 3 requires honest time studies to confirm that the tasks assigned to operators are achievable during their shift window — and that production scheduling accounts for this time explicitly. Standards created under unrealistic time assumptions produce compliance theatre, not genuine autonomous maintenance.
Standards created in step 3 are typically displayed at the point of use: a laminated one-point lesson board on the machine, a visual care card on the guard panel, or a digital checklist accessible via QR code on the equipment itself. The goal is that operators can reference the standard without leaving the machine or searching for documentation.
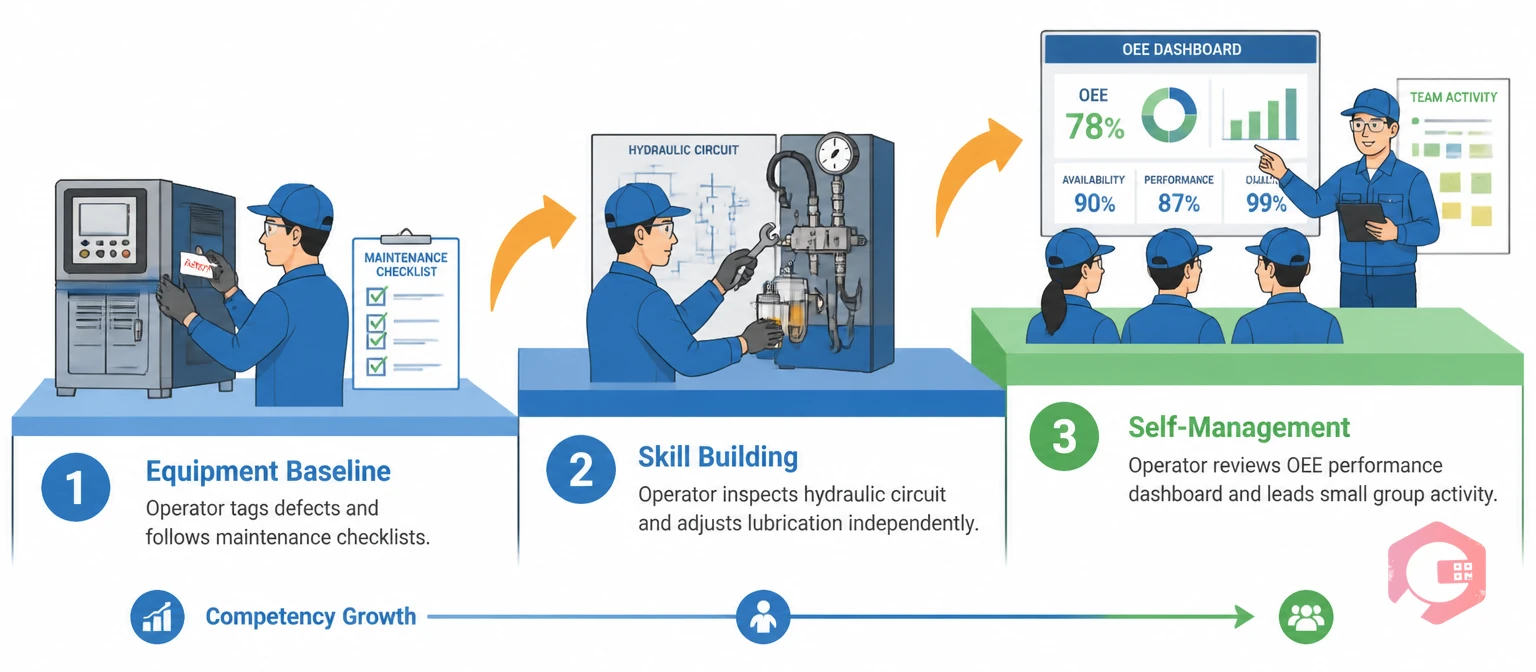
Step 4 builds operator technical competence. Before operators can reliably detect abnormal machine conditions, they need to understand how the systems they are inspecting actually work — hydraulics, pneumatics, lubrication circuits, electrical fundamentals, and mechanical drive components. This understanding does not require turning operators into technicians; it requires giving them enough knowledge to recognize when something is wrong and describe it accurately.
The Jishu Hozen Ownership Ladder maps how operator competence and responsibility grow across the seven steps:
Step 4 is where the ladder moves from Rung 1 to Rung 2. Operators attend structured training on each machine system, covering drive trains, hydraulic circuits, pneumatic systems, lubrication principles, and electrical safety basics relevant to their equipment. Training is delivered in small groups, focused on the specific machines operators work with, and validated through practical assessments before step 5 begins. Operators who cannot demonstrate basic inspection competence in assessment are not advanced — step 4 is revisited until the standard is met.
Each training module and assessment result is recorded in the maintenance management system, linking operator competency records to the specific assets they are qualified to inspect. This documentation supports both internal Jishu Hozen audits and external regulatory competency requirements.
With training complete, step 5 integrates operator-led inspection into the daily production routine. The cleaning and lubrication standards from step 3 are combined with the inspection tasks developed through step 4 into a single, consolidated autonomous maintenance routine for each operator on each machine — a defined set of tasks performed within a structured time window at the start or end of each shift.
Autonomous inspection is the point at which Jishu Hozen shifts from preparation to practice. Operators carry out their full care routine — cleaning, lubrication, visual inspection, and check-point verification — within the assigned time window. Findings are logged in two categories: those the operator resolves directly, and those requiring maintenance department involvement. This distinction is critical to tracking program maturity.
The key performance metric for step 5 is the ratio of operator-handled findings to maintenance department referrals. As operators develop confidence, skill, and habit, a growing proportion of minor adjustments, re-lubrications, and cleaning tasks are handled directly. The maintenance backlog shortens. Maintenance technicians spend less time on basic corrective tasks and more on planned maintenance, overhauls, and reliability improvements.
Work order management within a CMMS tracks which findings operators resolve independently versus which escalate — giving maintenance managers real-time visibility into both the Jishu Hozen program's maturity and the residual maintenance workload across each production area. Maintenance teams using Cryotos have reported up to 30% reduction in unplanned downtime and 25% faster repair turnaround — outcomes that become achievable when operator inspection catches developing faults before they reach functional failure.
Step 6 broadens the scope of autonomous maintenance beyond the individual machine to the surrounding work area. Visual controls are standardised across all equipment in the area so that normal operating conditions are immediately obvious and abnormal conditions are visible at a glance — without measurement, testing, or interpretation.
The outcome of step 6 is a production environment where any operator — including someone covering an unfamiliar machine for a shift — can complete the autonomous maintenance routine to the correct standard using the visual information on and around the machine itself. Inspection quality becomes less dependent on individual operator memory and more dependent on the visual management system that step 6 establishes.
Step 7 is the culmination of the entire Jishu Hozen program. Operators at this stage do not simply follow standards set by engineers and maintenance teams — they participate actively in reviewing those standards, tracking their equipment's performance data, identifying patterns, and driving improvements based on what the data shows.
Full autonomous management means operators treat their equipment's performance as their personal responsibility, not a maintenance department metric. They monitor trends — breakdown frequency, lubrication consumption, cleaning time variations, defect recurrence — and lead small-group activity when patterns indicate a standard needs updating, an access issue needs addressing, or a component replacement interval needs adjusting based on actual wear evidence.
The maintenance department's role shifts in step 7 from primary caretaker to technical advisor and support resource. Maintenance technicians handle complex overhauls, design predictive maintenance programs, and support root cause analysis when failures occur — rather than spending their capacity on basic care tasks that operators now own. This frees significant maintenance engineering resource for reliability work that operators cannot perform.
Sustaining step 7 requires three things that must be actively managed: a recognition culture that rewards proactive operator behavior rather than only reactive problem-solving; a regular review cadence where small groups present their equipment performance data and improvement proposals to area management; and a CMMS that gives operators access to the performance metrics that make step 7 self-management real rather than theoretical.

Manufacturing plants that complete the seven steps of Jishu Hozen implementation consistently report measurable improvements across equipment reliability, maintenance cost, and production output. The gains compound as later steps build on the foundation of earlier ones — the plant that reaches step 7 performs materially better than the plant that reached step 3 and stalled.
Implementing Jishu Hozen across seven steps in a live manufacturing environment requires systematic documentation, scheduling, and performance tracking that paper-based systems cannot sustain consistently — particularly across multiple machines, multiple shifts, and the months-to-years timescale of full implementation.
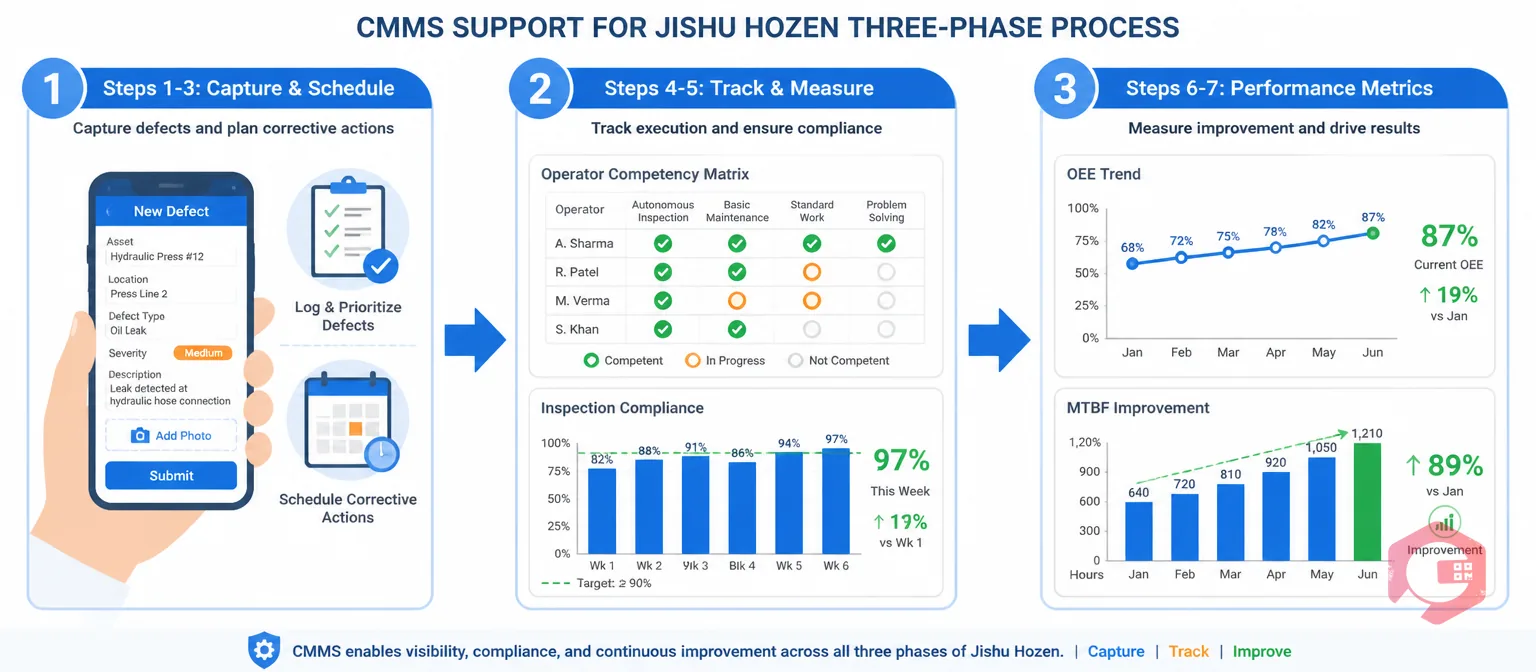
A CMMS supports Jishu Hozen differently at each phase of the program. In steps 1 through 3, it captures defect tags digitally, stores cleaning and lubrication standards as equipment-linked checklists, and schedules the initial inspection activities that keep step 1 findings visible until they are resolved. In steps 4 and 5, it tracks training completion per operator per machine, logs autonomous inspection findings with the operator-resolved versus maintenance-escalated distinction that measures program maturity, and surfaces the finding frequency data that tells managers how effectively inspection is working. In steps 6 and 7, it generates the equipment performance metrics — OEE trends, unplanned downtime frequency, mean time between failures — that step 7 self-management activities depend on.
Cryotos provides mobile inspection workflows that allow operators to complete their daily Jishu Hozen routine on a handheld device — logging findings with photos, closing standard tasks, and flagging escalations in real time without leaving the machine or waiting for a paper form to be processed at shift end. Maintenance managers see inspection compliance rates, open defect counts, and escalation trends on a live dashboard, giving them the information needed to identify which machines, areas, or shifts need Jishu Hozen coaching intervention before standards deteriorate.
Jishu Hozen translates as autonomous maintenance and means far more than cleaning. It is a seven-step program that transfers genuine equipment care competency to production operators — from initial cleaning and defect elimination through inspection skill development and ultimately to full self-directed management of equipment performance. Cleaning is the starting point for building that competency, not the endpoint.
Most manufacturing plants take 2 to 4 years to complete all seven steps with genuine fidelity — typically 3 to 6 months per step, depending on plant size, the number of machines included, operator turnover rates, and the consistency of management commitment. Steps 1 through 3 generally move faster because they are tangible and hands-on. Steps 4 through 7 slow down because they depend on cultural change and skill development that cannot be rushed. Plants that skip formal step validation to move faster consistently struggle in the later steps and often regress to earlier stages.
Yes. The seven-step Jishu Hozen approach can be implemented as a standalone autonomous maintenance program without adopting the full TPM framework. The steps are self-contained and deliver measurable results independently. Smaller operations benefit most from starting with the two or three highest-downtime or highest-cost machines rather than attempting a full plant rollout simultaneously — this allows teams to learn the process, build confidence, and demonstrate measurable results before expanding scope.
A preventive maintenance schedule defines tasks that maintenance technicians perform at defined intervals. Jishu Hozen defines tasks that production operators perform daily, building operator competency in the process. The two are complementary — Jishu Hozen handles the continuous daily care that keeps equipment in baseline condition between PM intervals, while the PM schedule handles the planned technical interventions that operators are not qualified to perform. Together, they cover the full spectrum of equipment care; neither replaces the other.
Jishu Hozen implementation is a long-term investment in equipment reliability that requires structure, discipline, and the right tools to sustain across shifts, seasons, and personnel changes. Schedule a free demo to see how Cryotos CMMS supports autonomous maintenance programs with mobile inspection workflows, digital checklists, and real-time equipment performance reporting at every stage of your seven-step implementation.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











