
Kaizen in food manufacturing is the practice of making small, structured improvements to production and maintenance processes on a continuous basis — and when those improvements are digitally tracked through a CMMS, each cycle produces a measurable, auditable record that paper-based boards and verbal reviews never could.
Most food manufacturers understand the philosophy: small improvements, every day, across every team. But in practice, Kaizen events on a food factory floor often start with a sticky note on a whiteboard and end with a meeting that nobody follows up on. The improvement was discussed. Nobody measured whether it worked. The next shift inherited the same problem.
Digital tracking changes the entire loop. When your CMMS captures the fault that triggered the improvement, the work order that made the change, and the downtime data before and after, Kaizen stops being a cultural aspiration and becomes a documented, measurable process. According to McKinsey's research on lean management, manufacturers that pair lean continuous improvement with digital measurement tools see 15–20% higher operational efficiency gains than those applying lean principles without data systems. This guide shows exactly what that looks like in a food manufacturing environment.
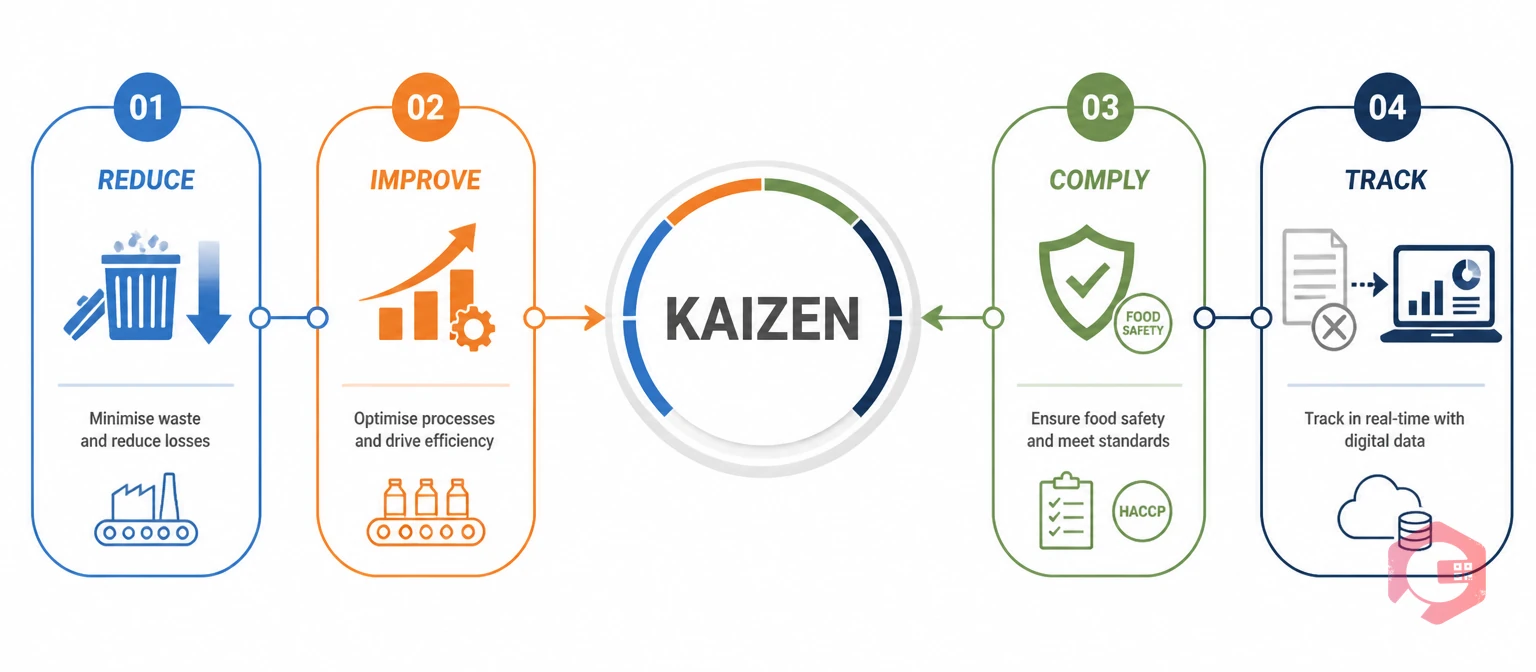
Kaizen is a Japanese management philosophy meaning “change for the better.” In a food manufacturing plant, it translates to a structured method of identifying small inefficiencies — a filling machine that takes three minutes longer to clean than it should, a conveyor jam that recurs every Tuesday morning, a PM task that always generates a corrective work order — and eliminating them one at a time through a defined improvement cycle.
The core of Kaizen is the PDCA loop: Plan, Do, Check, Act. According to the American Society for Quality's PDCA framework, the cycle is most effective when each phase is grounded in measurable data rather than intuition. You identify a problem, make a targeted change, measure whether the change worked, and then standardise the improvement so it doesn't regress. In food manufacturing, this cycle runs across three domains simultaneously: equipment reliability (maintenance), process quality (production), and compliance (regulatory). A Kaizen event on a pasteuriser, for example, might reduce cleaning cycle time, improve temperature consistency, and produce the documentation an auditor needs to verify that the improvement was sustained — all from the same change.
The difference between Kaizen that works and Kaizen that fades is measurement. A change without a baseline, without a before-and-after comparison, is an anecdote. Digital tracking — through your CMMS work order history, your downtime logs, and your PM compliance reports — turns anecdotes into evidence.
The Kaizen board — a physical whiteboard with columns for Ideas, In Progress, Done — is a staple of lean manufacturing training programmes. It works in consulting workshops. It struggles on a food factory floor for reasons that are specific to the environment.
First, food production environments are wet, high-humidity, and contamination-controlled. A whiteboard in a processing area gets wiped down with sanitiser. Sticky notes don't survive a CIP cycle. The physical artefacts of a paper-based Kaizen system are incompatible with the cleaning protocols that food safety requires.
Second, food manufacturing runs 24 hours across multiple shifts. The improvement idea logged by the night maintenance technician at 2 AM is not visible to the day-shift quality manager at 8 AM unless someone physically reads the board, transcribes it, and passes it on. Information doesn't transfer automatically — it transfers only if someone makes it their job to do so, and on a busy shift changeover, it often doesn't happen.
Third, a paper board has no memory. When an auditor asks “show me your evidence of continuous improvement in the last quarter,” a whiteboard with three columns gives them nothing verifiable. A CMMS with a work order history, downtime trend reports, and a closed-loop record of every improvement action gives them everything they need in minutes.
The lean manufacturing principles that Kaizen draws from were designed for factory floors with persistent visual management systems. In a food processing environment, the persistent visual management system is your CMMS — not a board that gets wiped between shifts.
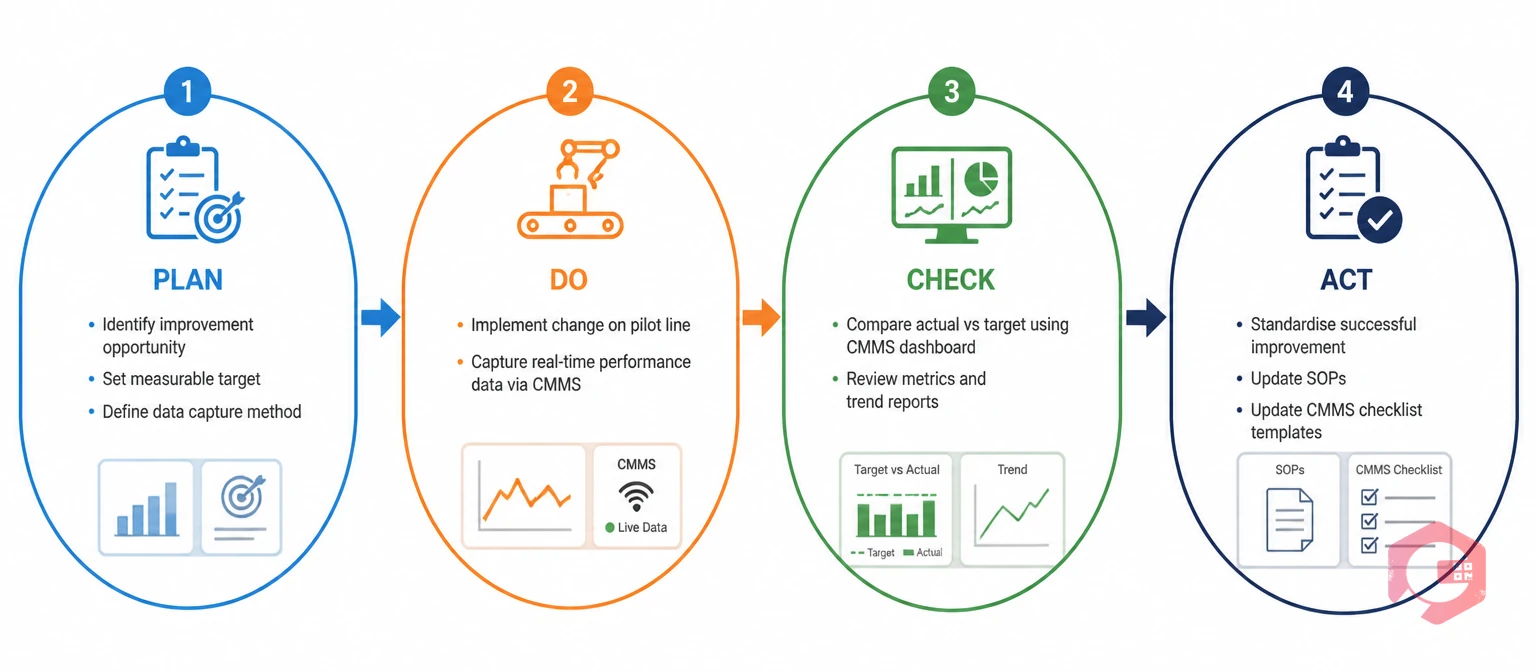
When Kaizen runs through a CMMS, each phase of the PDCA cycle has a specific data source that feeds it. Here is what that looks like in a food manufacturing plant.
The “Plan” phase starts with identifying a problem worth solving. In a digitally tracked operation, you don't wait for someone to notice a problem and write it on a board — the CMMS report surfaces it for you. A 90-day downtime report by asset shows you which filler, mixer, or conveyor is generating disproportionate breakdown hours. An MTTR trend that is climbing on a specific line tells you repairs are getting longer, which usually means the underlying fault is getting worse. A PM compliance report that shows a recurring task being deferred every third cycle tells you the schedule doesn't match reality.
These data points are your Kaizen backlog — a prioritised list of improvement opportunities ranked by their operational impact, drawn from actual maintenance history rather than a brainstorming session.
The “Do” phase is where the improvement is made. In a CMMS-backed Kaizen cycle, the change is logged as a work order — not as a note on a whiteboard. If the improvement is a PM interval adjustment, it's updated in the scheduled maintenance configuration with a timestamp and a reason. If the improvement is a new cleaning procedure, it's added to the digital maintenance checklist for that asset and activated from the next due date forward. If the improvement is a spare parts pre-staging change, it's recorded in the inventory configuration with the rationale attached.
Every change has a named owner, a date, and a description. The CMMS becomes the implementation record — the proof that the “Do” phase actually happened, and when.
The “Check” phase is where most paper-based Kaizen cycles fail. Without a baseline and a consistent measurement method, you can't know whether the change worked. In a CMMS, the baseline is the 90-day history before the change, and the measurement is the 30- or 60-day history after it. The comparison is straightforward: did MTBF improve on this asset? Did downtime hours on this line decrease? Did the PM task complete on time in the three cycles following the schedule change?
The BI Dashboard in Cryotos provides this drill-down view automatically — from facility level to individual asset — so the “Check” phase takes minutes rather than a manual data pull from a spreadsheet.
The “Act” phase standardises a successful improvement so it becomes the new baseline. In a CMMS, this means pushing the updated checklist, PM interval, or work order template to all equivalent assets across the facility — not just the one where the improvement was tested. If a modified lubrication sequence reduced bearing failures on Line 3, the same sequence is applied to Lines 1, 2, and 4 through the CMMS configuration, with a record of when and why the change was made. The improvement becomes institutional knowledge embedded in the system, rather than personal knowledge held by the technician who solved the problem.

A Kaizen cycle in food manufacturing should produce a measurable improvement in at least one of these operational metrics. Your CMMS tracks all of them:
Food safety standards increasingly expect documented evidence of continuous improvement — not just corrective action after a non-conformance, but proactive improvement of processes before problems escalate. The BRC Global Standard for Food Safety Issue 9 includes explicit requirements for a documented programme of planned maintenance improvement and evidence of ongoing review against performance targets. The ISO 22000:2018 standard requires that the food safety management system is continually improved and that improvements are documented and measured.
A paper Kaizen board satisfies neither requirement. A CMMS with a 12-month work order history, downtime trend reports, PM compliance records, and a timestamped log of every configuration change satisfies both — and does so without requiring anyone to compile a document the night before the audit.
When an auditor asks “show me how you identify and address recurring maintenance problems,” the correct answer is a BI dashboard showing a downtime trend, a work order record showing the corrective action, and a 60-day post-change MTBF report showing the result. That is a documented continuous improvement cycle. That is digital Kaizen. Cryotos stores all of this against the relevant asset and work order records, making the evidence pull a matter of minutes rather than days.
Cryotos CMMS is built to support the full Kaizen loop in food manufacturing environments, across the maintenance, reliability, and compliance dimensions simultaneously. The platform brings the PDCA cycle into a single operational system rather than spreading it across a whiteboard, a spreadsheet, and a shared folder of corrective action forms.
Key capabilities that make Kaizen measurable and sustainable in Cryotos:
Food manufacturers using Cryotos report a 30% reduction in unplanned downtime and 25% faster repair times — outcomes that reflect sustained Kaizen progress tracked through the CMMS over multiple improvement cycles. If your improvement programme is currently a whiteboard and a hope, Cryotos CMMS gives your maintenance and quality teams the data infrastructure to run Kaizen properly — with measurement, with evidence, and with a record that holds up in an audit.
Kaizen in food manufacturing is the practice of making small, continuous improvements to production, maintenance, and quality processes through a structured PDCA cycle — Plan, Do, Check, Act. In a food plant, Kaizen applies to equipment reliability (reducing recurring faults), process quality (reducing defects and rework), and compliance (improving PM completion and audit readiness). When tracked digitally through a CMMS, each Kaizen cycle produces a measurable, auditable record of what changed and what improved.
A CMMS supports continuous improvement by capturing the data that each phase of the PDCA cycle needs: downtime and failure reports for the “Plan” phase, work order records for the “Do” phase, KPI trend comparisons for the “Check” phase, and checklist and schedule configurations for the “Act” phase. It also stores the complete improvement history against the relevant asset, making it retrievable for audits without manual document assembly.
The most useful metrics for measuring Kaizen progress in food manufacturing are MTBF (whether asset reliability is improving), MTTR (whether repair speed is improving), PM compliance rate (whether schedules are achievable), unplanned downtime hours per quarter (the overall direction of the programme), and first-pass quality rate for production-facing improvements. Your CMMS should track all of these automatically and surface them in a dashboard rather than requiring manual calculation.
Yes. Both BRC Issue 9 and ISO 22000:2018 require evidence that the food safety management system — including its maintenance component — is continually reviewed and improved. Auditors want to see a documented programme of planned improvement, evidence that actions were completed, and data showing the outcome of those actions. A CMMS provides this documentation automatically through its work order history, PM compliance records, and downtime trend reports — which is why digitally tracked Kaizen satisfies audit requirements in a way that paper boards cannot.
Kaizen works at any scale, but it's often more impactful at smaller food manufacturing sites where a single recurring equipment fault can have an outsized effect on output. A 50-person plant with three production lines benefits from Kaizen as much as a 500-person facility — the improvement cycles are just narrower in scope. A CMMS makes Kaizen practical at any size by automating the data collection that would otherwise require a dedicated analyst, so a maintenance manager running a small site can track improvement cycles without adding administrative overhead.
Kaizen doesn't fail in food manufacturing because the philosophy is wrong. It fails because the measurement infrastructure isn't there to sustain it. An idea on a whiteboard has nowhere to go when the shift changes, the board gets sanitised, and the maintenance manager who proposed the improvement is on annual leave. The cycle breaks before the “Check” phase ever runs.
Digital tracking through a CMMS closes every gap in that loop. The fault that triggered the improvement is in the system. The work order that made the change is in the system. The before-and-after MTBF comparison is in the system. The updated checklist that standardises the fix across every equivalent asset is in the system. And when the auditor arrives, the evidence is in the system — not in someone's memory or a folder of handwritten forms.
That is what Kaizen looks like when it's digitally tracked. Book a free Cryotos demo to see how the CMMS supports the full improvement cycle in a food manufacturing environment, from the first downtime report to the last audit export.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











