
Equipment isolation workflows in CMMS are the structured, digitally enforced sequences that milk processing plants follow to prevent cross-contamination between product runs, allergen zones, and incompatible milk variants. When a dairy plant runs full-fat milk through a pasteurizer and then switches to a skim-milk batch without following a verified isolation procedure, the risk isn’t just a quality failure — it’s a recall, a regulatory violation, and a hit to consumer trust that takes years to repair.
Cross-contamination incidents cost the global food and beverage industry an estimated $10 billion annually in recalls and remediation, and dairy processing accounts for a significant share. The solution isn’t more checklists printed on paper — it’s a maintenance management system that enforces isolation workflows at the work order level, requires technician sign-off before any equipment returns to service, and keeps a full audit trail that satisfies FDA, FSMA, and ISO 22000 requirements.
This guide explains exactly how milk processing plants use CMMS-driven equipment isolation to eliminate cross-contamination risk — step by step, from product changeover to post-clean verification.

Equipment isolation in milk processing refers to the controlled shutdown, lockout, and verification of processing equipment before cleaning, maintenance, or a product changeover. It ensures that no residual product, allergen, or contaminant from one batch carries over into the next — physically, chemically, or microbiologically.
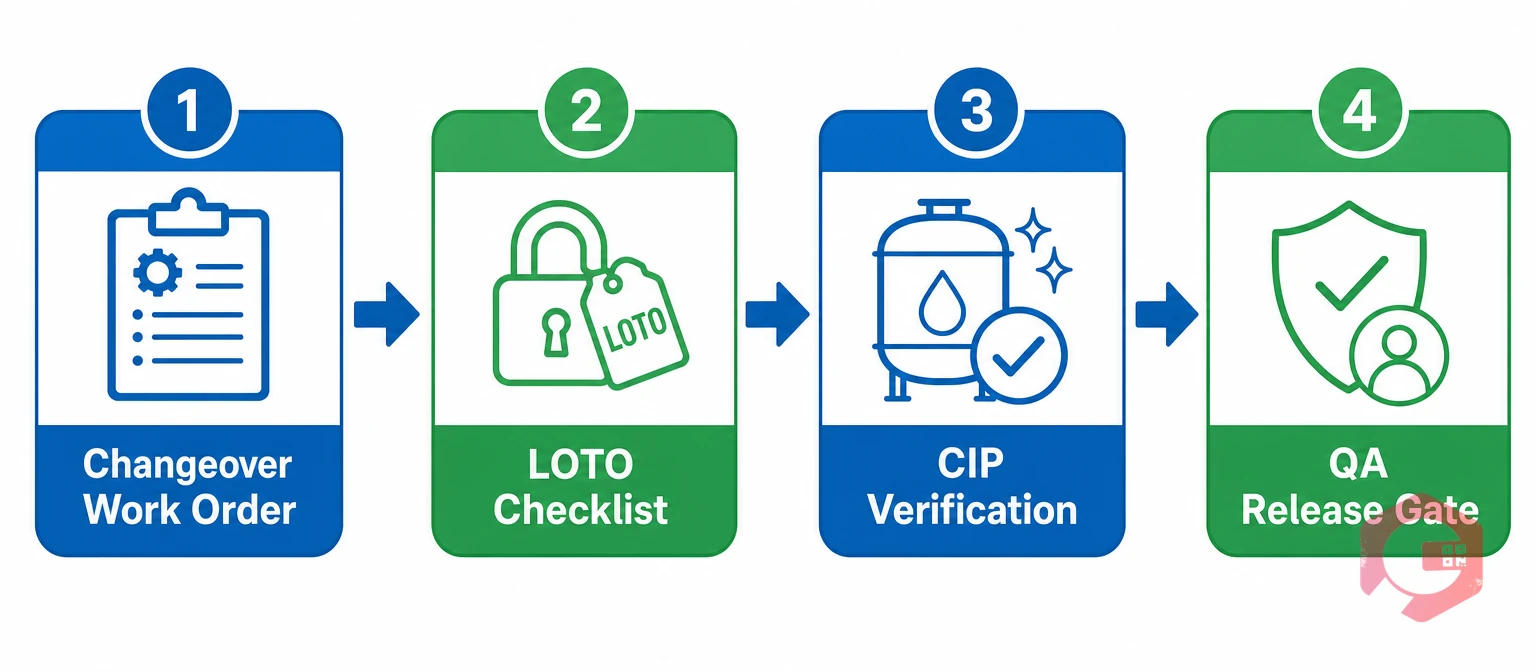
A full isolation sequence in a dairy plant typically covers four stages:
Without a CMMS enforcing each step as a mandatory checklist in a work order, these stages depend entirely on individual memory and paper logs — both of which fail under production pressure.
Milk processing environments are particularly vulnerable to cross-contamination for reasons that go beyond poor hygiene practices. The problem is usually systemic.
A modern dairy plant runs multiple product streams simultaneously or in quick succession: full-fat, semi-skimmed, skimmed, UHT, flavoured, organic, and lactose-free variants. Each combination carries its own contamination risk when the previous product hasn’t been fully cleared from the system. Flavoured milk lines that run through equipment last used for plain milk without a full CIP cycle create exactly the conditions that trigger customer complaints and regulatory investigations.
Paper-based isolation logs rely on technicians to complete every step and sign off in the correct sequence. Under shift changes, production pressure, or staff shortages, steps get skipped or documented retrospectively. A study published in Food Control found that over 60% of cross-contamination incidents in food processing plants were traceable to incomplete isolation or cleaning verification procedures — not equipment failure.
When an incident occurs, the investigation requires knowing exactly what was cleaned, when, by whom, and with which procedure. Paper logs can’t deliver this in real time. CMMS-based isolation workflows capture every action with a timestamp, technician ID, and digital sign-off — making root cause analysis a matter of minutes, not days.
A CMMS doesn’t just record what happened after the fact — it controls the sequence of events before equipment is released back into service. Here’s how it works in practice.
When a product changeover is scheduled, the CMMS automatically generates an isolation work order linked to the specific equipment group involved — pasteuriser, homogeniser, filling line, or storage tank. The work order is pre-populated with the isolation procedure matched to the outgoing and incoming product types, including any allergen-specific steps for lines transitioning between standard and lactose-free variants.
Cryotos CMMS supports condition-based and calendar-based preventive maintenance scheduling that can trigger isolation work orders on a product-by-product basis — so the right procedure fires automatically, not just a generic “clean before use” reminder.
The technician assigned to the isolation cannot proceed to cleaning without completing the LOTO checklist built into the work order. Each lockout point — power isolator, valve, pneumatic line — must be individually checked off on the mobile app. The system won’t advance the work order to the cleaning stage until every LOTO step is marked complete and signed off.
This is where CMMS-driven isolation is fundamentally different from paper. A paper form can be signed without completing each step. A CMMS won’t let the technician move forward unless every mandatory step is confirmed in sequence.
After LOTO is confirmed, the cleaning stage begins. In plants with automated CIP systems, the CMMS can receive a completion signal from the CIP controller via IoT integration — confirming that the correct cleaning programme ran for the required duration and temperature. In manual cleaning operations, the technician completes the CIP checklist on the mobile app, entering actual wash temperatures and cycle times as they occur.
If the CIP data doesn’t meet the minimum parameters — temperature below 85°C for a hot-water rinse, for example — the work order flags a failure and prevents the release step from being initiated. No override without a supervisor approval, which is also captured in the system.
The final step in the isolation workflow is the quality release gate. A quality assurance technician reviews the completed isolation record in the CMMS, confirms that all steps were completed within the required parameters, and provides a digital sign-off to release the equipment back into service.
Only after this release is the equipment status updated in the CMMS from “Isolated/In Cleaning” to “Available.” The workflow automation module enforces this sequence without manual intervention — no equipment can be marked available unless the release step is completed by an authorised user.
Not every CMMS is built for the regulatory demands of dairy processing. These are the capabilities that matter most when cross-contamination prevention is the goal.
In plants where maintenance work on food-contact surfaces requires a formal permit, the CMMS should link Permit to Work issuance directly to isolation work orders. The permit cannot be issued until the LOTO steps are confirmed complete, and the equipment cannot be returned to service until the permit is closed and signed off by both the maintenance and quality teams.
Every action in the isolation workflow is date-stamped, user-attributed, and immutable. When an FDA inspector or a third-party auditor requests evidence of cleaning and isolation compliance for a specific production run, the maintenance manager can pull the complete record in seconds — showing who did what, when, and with what result. This meets the documentation requirements of FDA FSMA Preventive Controls for Human Food and ISO 22000 without hours of manual report preparation.
Isolation workflows in dairy plants involve multiple roles — maintenance technicians, quality assurance, shift supervisors, and plant managers. The CMMS enforces the correct approval chain for each step, ensuring that no single person can complete and approve their own isolation work order without independent verification.
Technicians working on pasteurisers or filling lines don’t have time to walk to a desktop terminal to log each isolation step. A mobile-first CMMS app lets them complete checklist items, capture photos of isolation points, record CIP parameters, and apply digital signatures directly from the equipment location — in real time, not after the fact.
Cryotos’s mobile CMMS supports offline mode, which matters in cold store areas and processing rooms where Wi-Fi coverage is inconsistent. All data syncs automatically when connectivity is restored.
Allergen management is the highest-risk category of cross-contamination in dairy processing. A flavoured milk line carrying nuts, or a lactose-free line sharing equipment with standard milk, creates a potential allergen exposure risk that requires isolation protocols significantly more rigorous than standard product changeovers.
A CMMS supports allergen isolation through separate workflow templates that differ from standard CIP procedures. The key differences include longer pre-rinse hold times, mandatory allergen swab testing as a release criterion, and elevated supervisor sign-off requirements. When the incoming product type flagged in the work order triggers an allergen-risk scenario, the CMMS automatically selects the allergen-control workflow template instead of the standard one — ensuring the correct procedure is followed without relying on the technician to make that call manually.
According to the UK Food Standards Agency, most allergen-related recalls in food manufacturing trace back to inadequate changeover procedures, not labelling errors — which makes CMMS-enforced allergen workflows one of the highest-value food safety investments a dairy plant can make.
Getting this right requires mapping your actual production environment before configuring the CMMS. Here’s a practical approach:
Equipment isolation is the broader process of removing equipment from service — physically, energetically, and process-wise — before cleaning or maintenance. LOTO (Lockout/Tagout) is a specific subset of isolation that addresses energy control: it requires physically locking energy sources in the off position so equipment cannot be energised accidentally during maintenance or cleaning. In dairy plants, both are required components of a complete isolation procedure, and a CMMS-based workflow should enforce both in sequence before cleaning begins.
The CMMS uses role-based access controls and mandatory approval gates to prevent any user from marking equipment as available unless the defined release criteria are met. The quality release step can only be completed by an authorised QA user, and the system logs their identity, timestamp, and confirmation. If any mandatory step is missing, the work order remains open and the equipment status stays locked — no manual override without a supervisor exception that is itself recorded in the audit trail.
Yes. FDA FSMA’s Preventive Controls for Human Food rule requires that food safety procedures — including equipment cleaning and sanitation — be documented, verified, and corrective actions recorded. A CMMS that enforces the procedure as mandatory checklist steps, captures verification data (CIP parameters, QA sign-off), and maintains an immutable audit trail with user attribution meets these requirements directly. The digital records are also far more defensible in an audit than paper logs, which can be backdated, lost, or inconsistently completed.
The most high-value IoT integrations for dairy isolation are CIP controller connections (to capture actual cleaning cycle data automatically), temperature and flow sensors on heat treatment equipment (to verify that critical control points were reached), and conductivity sensors in rinse circuits (to confirm detergent removal before the final rinse). When these sensors feed directly into the CMMS work order, the verification step moves from manual data entry to automated confirmation — eliminating the most common source of documentation error.
For a plant with an existing SOP library and a reasonably complete asset register, configuring the core isolation workflows typically takes two to four weeks. The main time investment is mapping the product-to-procedure matrix and defining the mandatory steps for each workflow. Cryotos supports bulk import of asset data and checklist templates, which significantly reduces configuration time compared to manual entry. Most dairy plants are running live isolation workflows within a month of implementation.
Cross-contamination prevention in milk processing isn’t a training problem — it’s a systems problem. When isolation procedures depend on paper, memory, and individual discipline, they break down under the exact conditions when they matter most: high-volume production runs, tight changeover windows, and shift handovers.
CMMS-driven equipment isolation workflows enforce the correct procedure every time, capture verification data automatically, and maintain the audit trail that regulators require. The result is measurably fewer incidents, faster changeovers, and a compliance posture that holds up to FDA, ISO 22000, and third-party auditor scrutiny. If your team is ready to move from paper-based isolation logs to a system that enforces the procedure rather than hoping it’s followed, Cryotos food and beverage CMMS is built for exactly this environment. Book a free demo today and see the isolation workflow in action on your production line.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











