
A One Point Lesson (OPL) is a single-page training document that teaches one specific piece of equipment knowledge in under 10 minutes — a skill, a standard, a past failure, or an improvement idea. Operators use OPLs to build shop-floor competence fast, without sitting through a full training manual. A strong OPL library is one of the fastest ways to spread knowledge across shifts and cut equipment-related downtime.
Here's what a working OPL system needs:

A One Point Lesson is a visual, single-topic teaching sheet used in CMMS-supported maintenance programs to transfer practical knowledge quickly. It originated in Japanese manufacturing as part of Total Productive Maintenance (TPM), where the idea was simple: don't wait for a formal classroom session to teach a critical lesson — write it down on one page, illustrate it, and post it where the work happens.
Unlike a standard operating procedure (SOP), which documents an entire process end-to-end, an OPL isolates one concept. A single machine might have dozens of OPLs covering everything from "how to check oil level" to "why this bearing failed last month." Each one takes 5-10 minutes to read and understand, which is exactly the point — operators learn on the job without stepping away from production for long.
A standard operating procedure (SOP) is a formal document that walks through every step of a task in the exact order it must happen, usually covering an entire process from setup to completion. An OPL isolates one insight, one adjustment, or one warning sign instead. Think of SOPs as the textbook and OPLs as the sticky note that saves someone from repeating a mistake.
Plants that rely only on SOPs often find that operators skim past them once they're familiar with the job, and critical details from near-misses or minor fixes never get written down anywhere. An OPL library fills that gap by capturing the smaller, situational lessons an SOP was never designed to hold.
OPLs are a core tool inside autonomous maintenance (Jishu Hozen), one of the eight pillars of Total Productive Maintenance (TPM). Autonomous maintenance trains operators to inspect, clean, lubricate, and perform basic upkeep on their own equipment instead of leaving every task to a dedicated maintenance crew. That approach only works if operators actually know what "normal" looks like and what to do when something isn't — and that's precisely the knowledge gap OPLs close.
The TPM framework treats operator knowledge as a maintenance asset in its own right, not just a byproduct of experience. Left undocumented, that knowledge walks out the door every time someone retires, transfers, or leaves the company. An OPL library turns tribal knowledge into a shared, permanent resource the whole team can draw on.
A well-run OPL program delivers three measurable benefits on the plant floor.
Manufacturers running lean or TPM programs typically expect every operator to both read and eventually write OPLs — writing one is often a more powerful learning exercise than reading one, because it forces the operator to fully understand the "why" behind a task before they can explain it to someone else.

Most TPM programs sort OPLs into three categories. Knowing which type you're writing keeps the lesson focused and prevents it from turning into a mini-manual.
These cover fundamental equipment facts every operator should know: how a component works, what a sensor measures, or what a safe operating range looks like. They're written proactively, before a problem occurs, as part of onboarding or cross-training.
These document a specific breakdown or abnormality after it happens — what went wrong, what the warning signs were, and what to check next time. Problem-case OPLs turn a single failure into a shared prevention lesson for the whole team.
These record a change that made a task safer, faster, or more reliable — a modified checklist, a new jig, or a small design tweak. They spread continuous improvement wins beyond the one shift that discovered them.
Every strong OPL follows the same visual discipline, no matter which of the three types it is.
Skip long paragraphs of instructions. If an operator has to read more than a few sentences to understand the point, the lesson needs more pictures and fewer words.
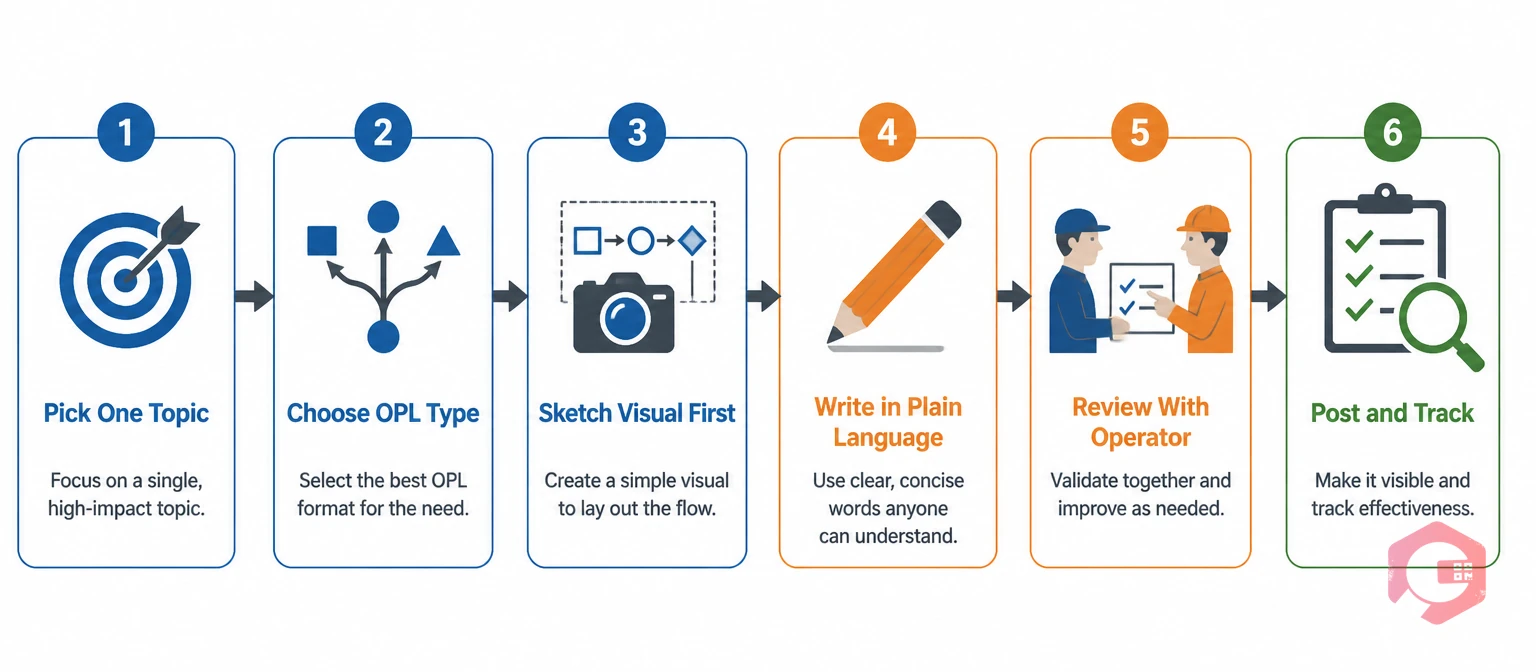
You don't need special software or a design background to write your first OPL. Follow these six steps and you'll have a usable lesson sheet within the hour.
Choose a single, specific point — not "how the conveyor works" but "how to check conveyor belt tension." If you can't summarize the topic in one sentence, it's still too broad.
Decide whether this is a basic knowledge lesson, a problem-case lesson from a recent breakdown, or an improvement-case lesson from a recent fix. The type shapes the tone: basic knowledge is instructional, problem-case is cautionary, improvement-case is celebratory.
Take a photo of the equipment or draw a simple diagram before you write a word of text. The image is the lesson; the text just labels it. Mark the correct condition, the incorrect condition, and the action to take.
Add 3-5 short bullet points or captions directly on the visual. Use the words operators actually say on the floor, not formal engineering terms. Every sentence should answer "what do I do" or "what should I notice."
Show the draft to someone on the shift floor before finalizing it. If they're confused by anything, the OPL isn't ready — clarity beats completeness every time.
Place the finished OPL at the point of use — on the machine, at the workstation, or in a digital library accessible from a shop-floor tablet. Log who has reviewed it so training gaps are visible, not assumed.
A single OPL is easy. A functioning OPL program across dozens of machines and multiple shifts takes structure.
The Lean Enterprise Institute frames this kind of standardized, visual knowledge-sharing as central to sustaining continuous improvement gains — a lesson that only helps once doesn't scale, but a lesson that gets documented, reviewed, and reused scales across every shift that touches the equipment.

Most failed OPL programs share the same handful of problems.
Standards bodies like ASQ point out that TPM programs fail most often not from lack of effort but from lack of consistency — a strong OPL launched with enthusiasm and abandoned within a quarter does more harm than no program at all, since operators stop trusting the library the first time they find an outdated sheet.

A paper OPL binder works for a single line. It breaks down across a multi-line plant with rotating shifts. Digitizing the library through a maintenance checklists module solves the two biggest OPL failure points: version control and read tracking.
Inside a connected manufacturing maintenance software platform, teams can attach OPLs directly to the relevant asset record so operators pull up the right lesson by scanning a QR code at the machine — no searching through a shared drive or a binder.
New problem-case OPLs generated from a work order can be linked straight back to the failure that triggered them, closing the loop between what broke and what the team learned. That connection between abnormality tracking and lesson creation is what separates a healthy autonomous maintenance program from a stack of forgotten training sheets — when an operator flags an issue, resolves it, and the resulting OPL gets published, read, and tracked in one system, the lesson spreads instead of staying with the one person who lived through it.
An OPL teaches one specific point in under 10 minutes using mostly visuals, while an SOP documents a complete multi-step process from start to finish. OPLs supplement SOPs; they don't replace them.
Most OPLs take 20-60 minutes to draft once you have a clear topic and a photo or diagram ready. The review step with a floor operator usually adds another 10-15 minutes.
Both operators and maintenance technicians should write OPLs. Operators are often best positioned to write basic knowledge and improvement-case lessons, while technicians typically write problem-case lessons after a repair.
There's no fixed number — mature TPM programs often accumulate 10-30 OPLs per critical asset over time as new lessons get added after each failure or improvement.
No. OPLs reinforce and supplement structured training by covering specific, practical points as they come up, but they don't replace foundational instruction on equipment operation or safety certification.
Building your first OPL takes less than an hour, but building a program that scales across shifts and lines takes the right system behind it. Schedule a demo to see how Cryotos helps manufacturing teams turn one-off lessons into a searchable, trackable knowledge base tied directly to every asset and every work order.



Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











