
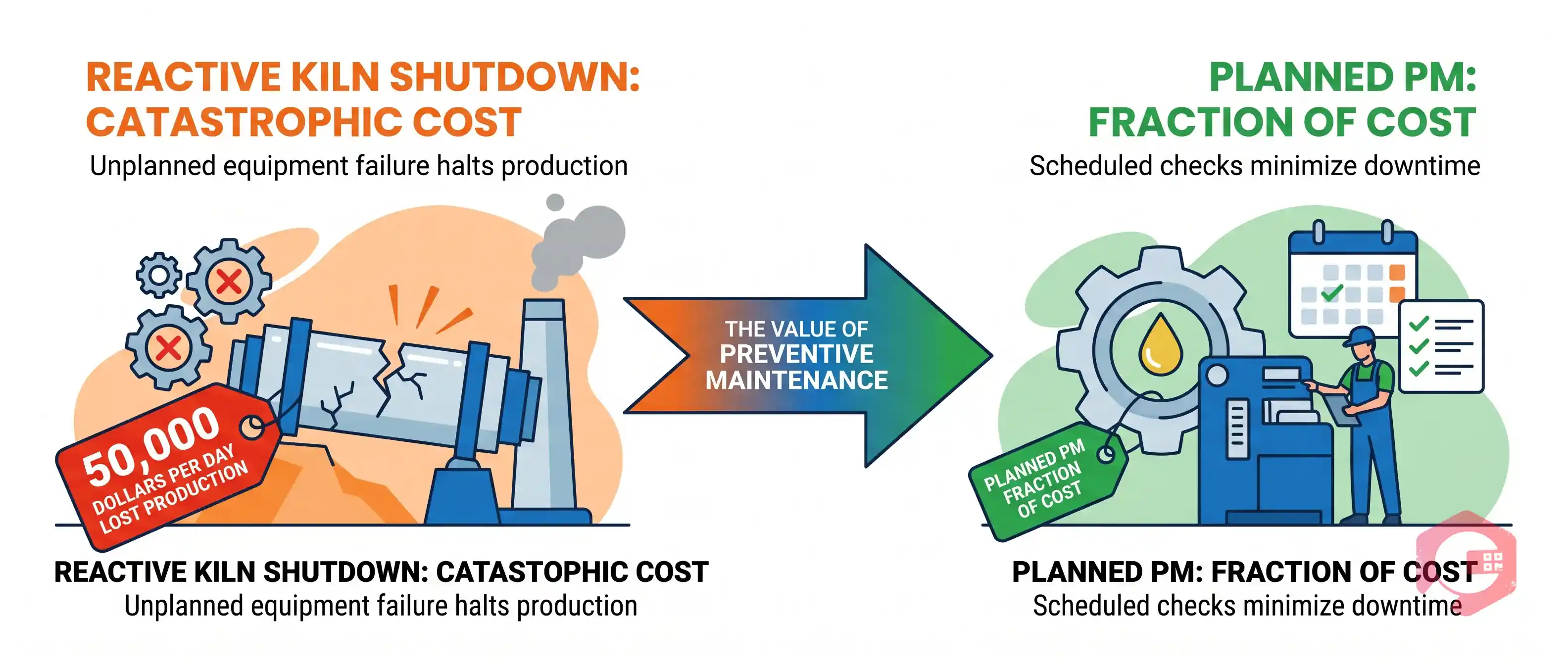
Preventive maintenance in cement plants is the practice of scheduling and executing planned maintenance tasks on critical equipment — kilns, ball mills, crushers, vertical roller mills, and conveyors — before breakdowns occur. With a single unplanned kiln shutdown costing upwards of $50,000 per day in lost production, cement manufacturers cannot afford a reactive approach. Facilities that implement structured PM programs consistently report 20–30% reductions in unplanned downtime and measurable improvements in Overall Equipment Effectiveness (OEE).
This guide covers everything a cement plant maintenance manager needs to know: the critical equipment to prioritize, practical PM schedules, the role of CMMS software in managing cement plant maintenance, and the KPIs that prove your program is working.
Cement manufacturing is one of the most asset-intensive industries in the world. A typical cement plant operates continuous process equipment — kilns run 24/7 at temperatures exceeding 1,450°C, ball mills rotate millions of cycles per year, and conveyors move thousands of tonnes of material daily. The physical demands on this equipment are extreme, and the cost of failure is correspondingly high.
Despite this, many cement plants still operate on a predominantly reactive basis — responding to failures rather than preventing them. This approach has several compounding costs that go beyond the repair bill itself:
A well-executed preventive maintenance program addresses all of these risks by shifting the team from firefighting to foresight. Equipment is inspected, lubricated, and serviced on a planned schedule — typically during scheduled plant shutdowns or coordinated with production windows — ensuring that small problems are caught before they become catastrophic ones.
Not all equipment in a cement plant carries equal maintenance risk. A structured PM program begins with an asset criticality analysis — ranking equipment by its impact on production, safety, and replacement cost. The following are the critical asset classes that every cement plant PM program must prioritize.
The kiln is the heart of the cement process. It is also the single most expensive asset to repair or replace. PM tasks include tyre and roller inspections, shell ovality monitoring, refractory brick condition checks, and kiln drive gear lubrication. Any deviation in alignment or shell flex can cause catastrophic brick collapse and weeks of unplanned downtime.
These grinding units run continuously and are subject to extreme abrasion. PM priorities include bearing temperature and vibration monitoring, liner wear measurement, separator performance checks, and gearbox oil analysis. VRMs in particular require regular roller and table segment inspections as wear rates accelerate dramatically once a liner passes its designed thickness.
Jaw crushers, hammer mills, and impact crushers handle abrasive raw materials at high throughput. Blow bar wear, jaw plate measurement, and conveyor belt tension checks form the core of PM schedules for this area. Neglecting crusher maintenance commonly leads to unexpected downtime at the raw material intake stage, which starves the entire process.
Fans are often overlooked until they fail, yet they are critical to kiln draught, preheater operation, and dust collection. Blade erosion, bearing wear, and imbalance develop gradually and can be detected well in advance through regular vibration analysis and visual inspections.
Belt conveyors move material throughout the plant and represent a high total-maintenance-cost category due to the sheer number of idlers, pulleys, and belts involved. Systematic PM includes idler condition checks, belt tension and alignment monitoring, and drive gearbox servicing.
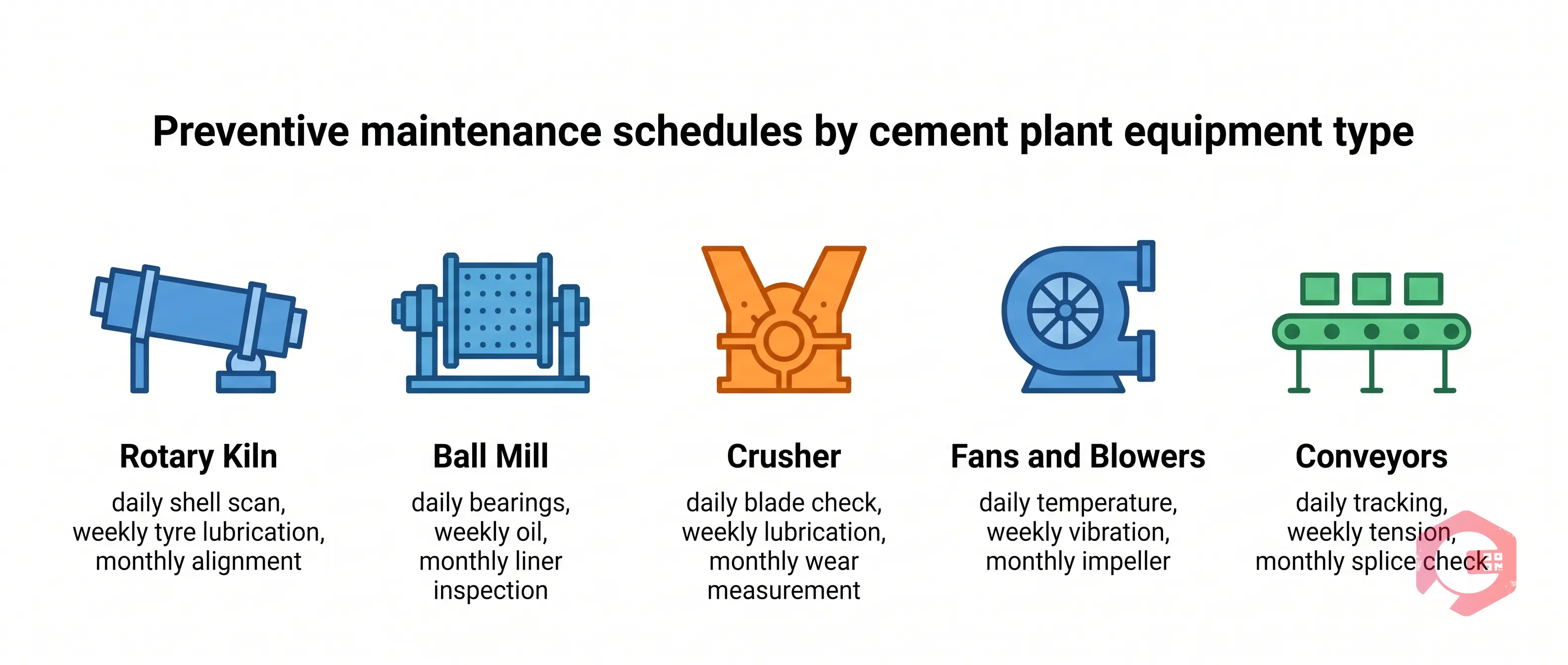
The following provides a practical reference for PM frequency across the five major equipment categories in a cement plant. These intervals are based on OEM recommendations and industry best practices, but should be adjusted based on your plant's operating conditions, material abrasiveness, and historical failure data.

Cement plants present a set of maintenance challenges that are unlike most other industries. Any PM program must be designed with these realities in mind.
Cement dust is pervasive, abrasive, and alkaline. It infiltrates bearing housings, clogs lubrication systems, and accelerates corrosion on structural components. PM schedules in cement plants must include regular cleaning routines and dust seal inspections that would not appear in a typical manufacturing environment. CMMS checklists should specifically capture dust-related items as mandatory fields.
Maintenance near the kiln, preheater, and clinker cooler requires working in environments that can exceed 60–80°C. This limits how long technicians can safely remain in proximity to equipment, compressing the window for inspections. PM planning must account for access constraints and schedule inspections during cooler periods where possible.
Kiln tyre replacements, ball mill liners, and VRM roller segments have lead times that can stretch from 8 to 24 weeks. A reactive approach to these components is financially catastrophic. PM programs must include a parallel inventory planning process — identifying wear trends well in advance and ordering replacement parts while the current ones still have remaining life.
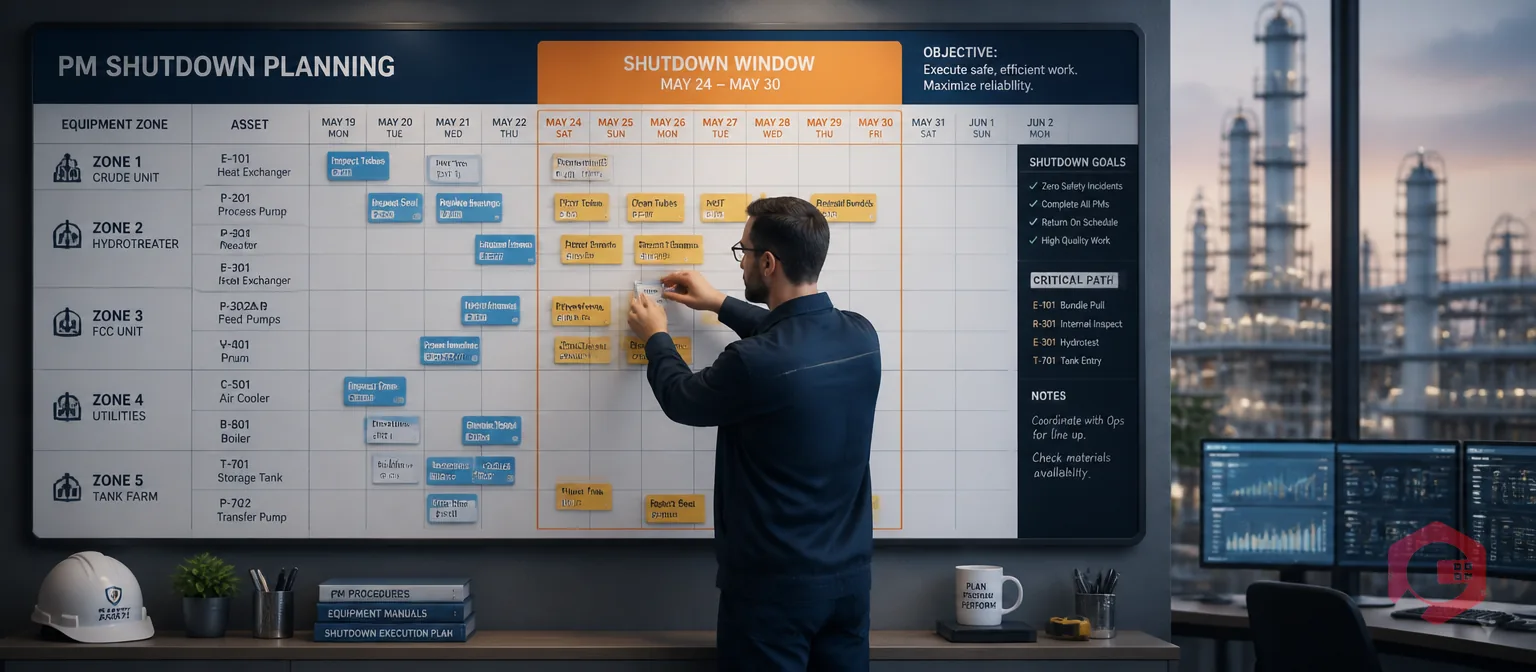
Most cement plants operate continuously with one or two planned annual shutdowns. This means the majority of major PM work must be compressed into a 7–21 day window. Effective shutdown planning — with work packages prepared months in advance, resources pre-booked, and parts staged — is the difference between a profitable shutdown and a costly overrun.
A Computerized Maintenance Management System (CMMS) is the operational backbone of a world-class cement plant PM program. Without a CMMS, maintenance teams rely on spreadsheets, paper-based checklists, and individual memory to manage hundreds of scheduled tasks across dozens of assets. The result is inevitable: tasks fall through the cracks, histories are lost, and decisions are made without data.
With a CMMS platform like Cryotos, cement plant maintenance teams gain several critical capabilities:
Preventive maintenance schedules are configured once and then execute automatically. When a kiln tyre lubrication interval falls due — whether on a calendar basis or based on operating hours — the system generates a work order, assigns it to the appropriate technician, and sends a notification. Nothing is missed because the system doesn't forget. Cryotos supports both static PM schedules (fixed intervals) and dynamic PM schedules (usage-based triggers), which is particularly valuable for equipment like mills where operating hours rather than calendar days drive wear.
Every work order completed is stored against the asset record, building a full maintenance history over time. When a ball mill bearing fails for the third time in six months, the CMMS makes that pattern immediately visible. Maintenance managers can use this history to apply root cause analysis, adjust PM frequencies, and make informed decisions about component replacement versus continued repair.
Cement plant maintenance teams work across large, often remote areas of the plant — from the quarry crushers to the top of the preheater tower. Cryotos's mobile CMMS app with offline capability means that technicians can access their assigned work orders, complete checklists, attach photos of defects, and close out tasks from anywhere in the plant — even in areas with limited network connectivity. QR codes on equipment allow instant access to asset history and PM checklists at the point of work.
Cryotos's inventory management module tracks critical spare parts stock in real time. When a cement plant's CMMS shows that ball mill liner stock is approaching its minimum threshold, the system generates a purchase notification automatically. This eliminates the scenario where a planned liner change is delayed because the replacement parts weren't ordered in time — a frustratingly common and expensive problem in plants without integrated inventory management.
Cryotos integrates with IoT sensors and SCADA systems to receive real-time data from equipment in the field. Kiln shell temperature scanners, bearing vibration sensors on critical fans, and motor current monitors can all feed directly into the CMMS. When a vibration reading on a crusher bearing crosses a predefined threshold, the system automatically generates a work order for inspection — triggering maintenance based on actual equipment condition rather than a calendar date.

A PM program without measurement is just a schedule. Tracking the right KPIs allows maintenance managers to demonstrate the value of their program, identify areas for improvement, and make data-driven decisions about resource allocation.
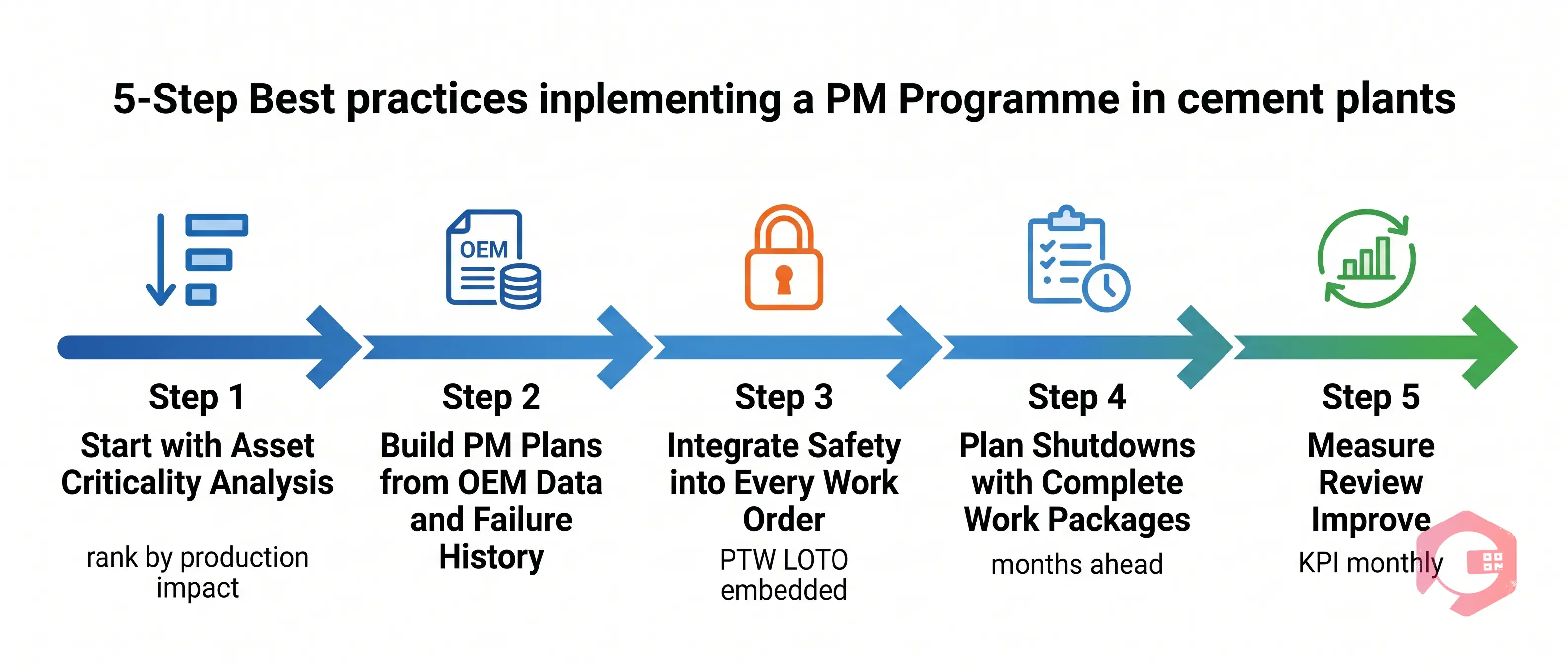
Transitioning from a reactive to a proactive maintenance culture in a cement plant takes time, but the following steps give any maintenance team a practical path forward.
Rank every major asset by its production impact, safety risk, and cost of failure. Focus your initial PM investment on Class A assets — the kiln, main grinding mills, and critical fans — before expanding to lower-criticality equipment. Trying to implement PM on everything at once is a common mistake that dilutes effort and reduces compliance.
Use manufacturer maintenance manuals as a starting point, then adjust intervals based on your plant's actual operating conditions and historical failure patterns. A ball mill running on highly abrasive raw material may need liner inspections twice as often as the OEM recommends. Let your CMMS data tell you when to adjust.
Cement plant PM work frequently involves isolation of equipment, confined space entry, and working at height. Cryotos's Permit-to-Work and LOTO workflows can be embedded directly into PM work orders, ensuring that technicians complete mandatory safety checks before beginning any work. This removes the risk of safety steps being skipped under time pressure during plant shutdowns.
Annual and biannual cement plant shutdowns represent the most significant PM window of the year. Work packages — detailed job plans that include scope, parts list, required skills, and estimated hours — should be prepared and reviewed months before the shutdown date. Cryotos's work order management system enables planners to build, assign, and track all shutdown work orders from a central dashboard.
A PM program is never finished. Review your KPIs monthly, investigate deviations from targets, and use failure data to refine your PM schedules. Cryotos's BI Dashboard provides real-time visibility into OEE, MTBF, MTTR, and compliance metrics — giving maintenance managers the data they need to have evidence-based conversations with plant leadership about where to invest in reliability improvements.
The rotary kiln is universally considered the most critical asset in a cement plant. It operates continuously at extreme temperatures, has the longest repair lead times, and its failure brings the entire production process to a halt. A kiln shutdown typically costs $30,000–$80,000 per day in lost production depending on plant capacity, making robust preventive maintenance of the kiln the single highest-priority investment a cement plant can make.
Most cement plants schedule one major annual shutdown lasting 7–21 days, with a possible minor shutdown of 2–5 days mid-year depending on equipment condition. The trend in the industry is towards extending intervals between major shutdowns through improved condition monitoring — some world-class plants now run 18 months between major kiln stops. This is only achievable with a mature PM program and real-time condition monitoring in place.
A CMMS like Cryotos reduces cement plant downtime through three mechanisms: it ensures PM tasks are completed on schedule (preventing failures), it provides complete asset history that enables faster diagnosis when failures do occur (reducing MTTR), and it integrates with condition monitoring systems to catch developing faults early (extending time to failure). Cryotos customers report up to 30% reductions in unplanned downtime after implementing structured preventive maintenance workflows.
Critical spares for a cement plant typically include kiln tyre and roller sets, ball mill liners and grinding media, VRM roller and table segments, crusher blow bars and jaw plates, and critical electrical components for drives and control systems. Given the 8–24 week lead times on major components, inventory management must be driven by wear monitoring rather than reactive ordering. A CMMS with inventory tracking allows plants to set minimum stock levels and receive automatic reorder notifications before critical items run out.
Preventive maintenance in cement plants is not just a maintenance strategy — it is a business strategy. Every hour of unplanned downtime avoided translates directly to clinker production, revenue, and competitiveness. If your plant is still managing maintenance on spreadsheets or responding to failures rather than preventing them, the time to change is now.
Cryotos CMMS is built for asset-intensive industries like cement manufacturing, with features specifically designed to handle the complexity of continuous process operations — automated PM scheduling, IoT integration, mobile access for field teams, integrated inventory management, and real-time KPI dashboards. Contact the Cryotos team to see how we can help your cement plant move from reactive chaos to proactive reliability.



Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











