
Real numbers, real cases: how mining sites cut equipment failures by 40% by moving from reactive to predictive maintenance. BHP, Newmont, Anglo American results plus a 4-phase transition plan.
Predictive maintenance in mining means using live sensor data, equipment history, and condition monitoring to fix problems before they cause failures, not after a haul truck stops dead on a ramp at 2 a.m. Mines that move from reactive to predictive maintenance cut equipment failures by up to 40% and lower maintenance cost by 25% to 30%. The technology exists. The data is already there. What is missing in most mines is a system that connects it all. That is exactly what a CMMS does.
This guide walks through what reactive maintenance is actually costing your operation, what predictive maintenance looks like on real mine sites (with results from BHP, Newmont, and Anglo American), the four-phase journey smart mines use to make the shift, and a real Pilbara case study where a single sensor network saved $7.2 million on a haul truck fleet.
Key Takeaways
Reactive maintenance does not just cost money when something breaks. It costs money in every hour your team spends firefighting instead of planning. When a Cat 797F haul truck goes down without warning, you lose more than that truck. You lose the production chain it feeds, and you pay premium rates for emergency repairs, expedited parts, and overtime labor.
Mining operations are tightly coupled. When one critical asset fails, the impact ripples across the site. A crusher failure backs up the haul truck fleet. A conveyor outage fills surge bins and shuts the pit. A hoist failure stops the underground entirely. McKinsey research shows unplanned downtime accounts for 25% to 40% of total maintenance cost in heavy industry, with mining at the high end of that range.
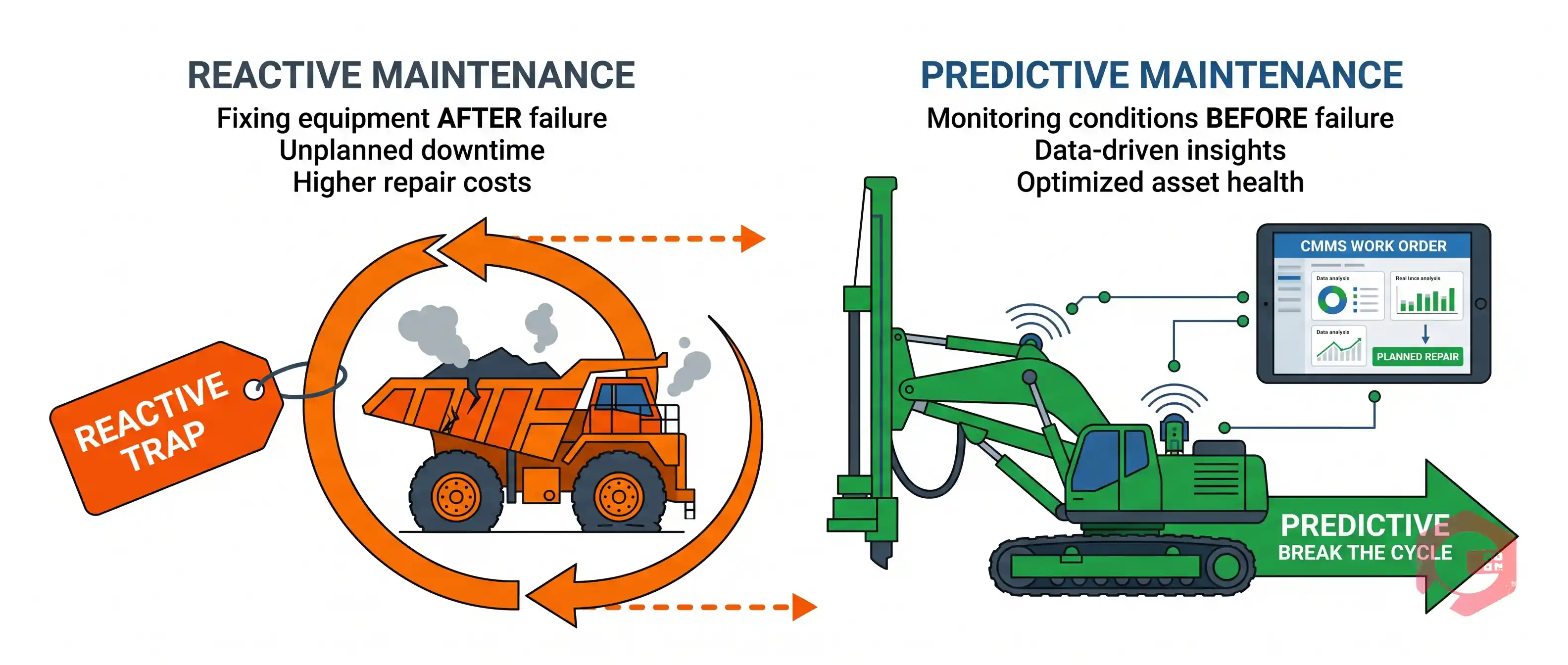
Reactive maintenance, also called run-to-failure or breakdown maintenance, means you wait for equipment to fail before you repair it. It made sense 30 years ago when assets were simpler, sensors did not exist, and data was manual. It does not make sense today.
The trap is that reactive maintenance feels efficient in the short term. You only spend money when you have to. But what you actually do is let small problems grow into catastrophic ones, destroying asset life along the way.
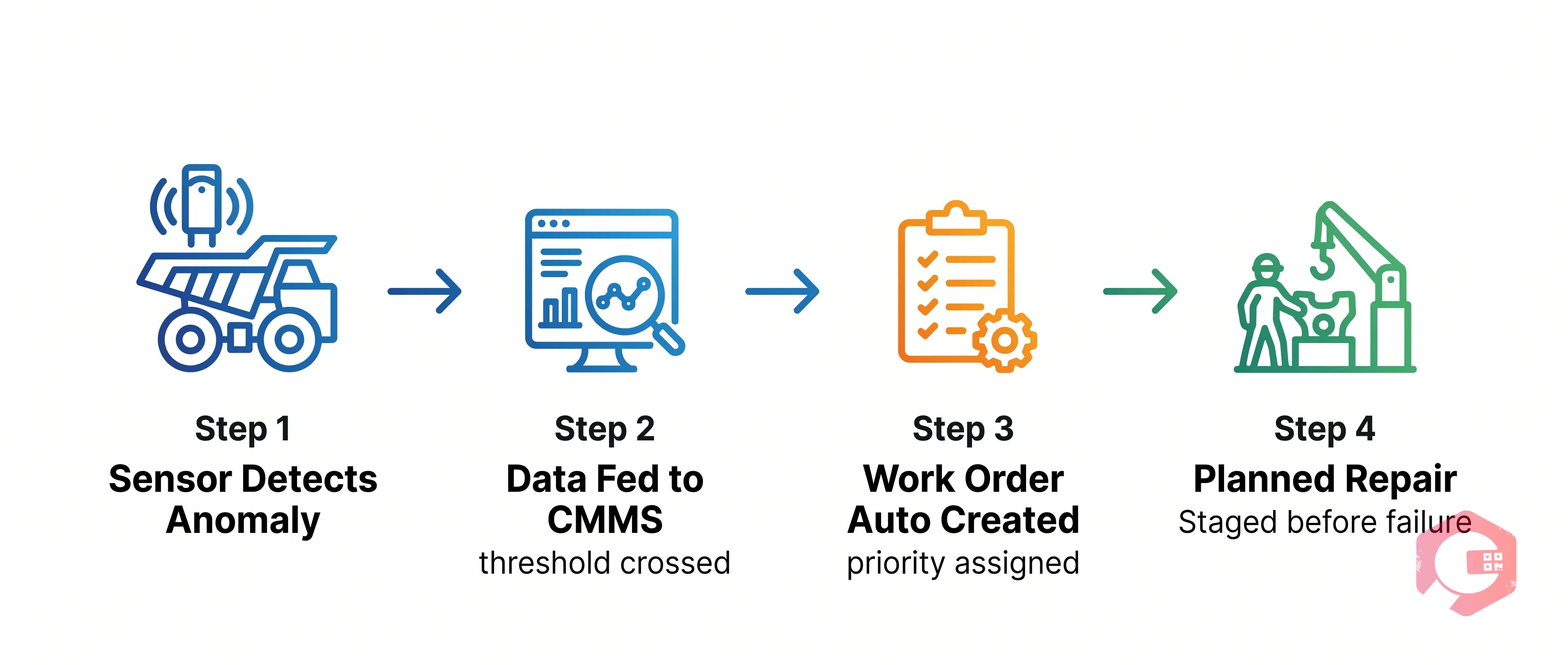
Predictive maintenance uses condition monitoring (vibration, oil sampling, thermal imaging, motor current) to predict when a component will fail, so you schedule the repair during planned downtime rather than reacting to an emergency. In a modern mine, sensors on critical assets feed data to a CMMS that opens work orders automatically when readings drift out of tolerance.
Major mining companies have already proven the model. BHP's FutureFit program reported a 30% reduction in maintenance cost. Newmont's analytics deployment cut unplanned shutdowns on key processing equipment by over 25%. Anglo American's sensor programs extended component life by 15% to 20% by catching bearing and roller failures before they damaged belts.
An iron ore mine in Australia's Pilbara region operates 32 Cat 797F haul trucks across three pits. In 2023, the site averaged 2.8 unplanned engine or drivetrain events per month across the fleet. Each event ran $180,000 to $350,000 in repair plus lost production. The maintenance manager pushed through a sensor and CMMS rollout in 90 days: vibration sensors on engine and drivetrain bearings, oil sample triggers, and SCADA integration with Cryotos CMMS.
Eighteen months later, the team reported these results:
The site general manager summed it up: "The sensors did not save us money. The system that turned sensor signals into staged repairs saved us money."

Most mines do not jump straight from reactive to fully predictive. The practical path runs through four phases, and knowing where you sit helps you plan the next step instead of trying to leap to an end state you are not ready for.
| Phase | What It Looks Like | Tools You Need |
|---|---|---|
| 1. Reactive (Baseline) | Fix things when they break. No PM compliance tracking. | Get an asset register and digital work orders into a CMMS. |
| 2. Preventive (Scheduled) | Time- or usage-based PMs run on fixed cycles. | CMMS with PM scheduling, mobile checklists, and KPI dashboards. |
| 3. Condition-Based | Sensors trigger PMs when readings cross thresholds. | IoT layer + CMMS that ingests sensor data and creates work orders. |
| 4. Predictive + AI | Machine learning predicts failures days or weeks ahead. | Strong historical data + sensor network + CMMS analytics integrations. |
A CMMS is the operational backbone for every phase of this journey. It is not just a work-order tool. It is the data platform that makes predictive maintenance possible at scale.
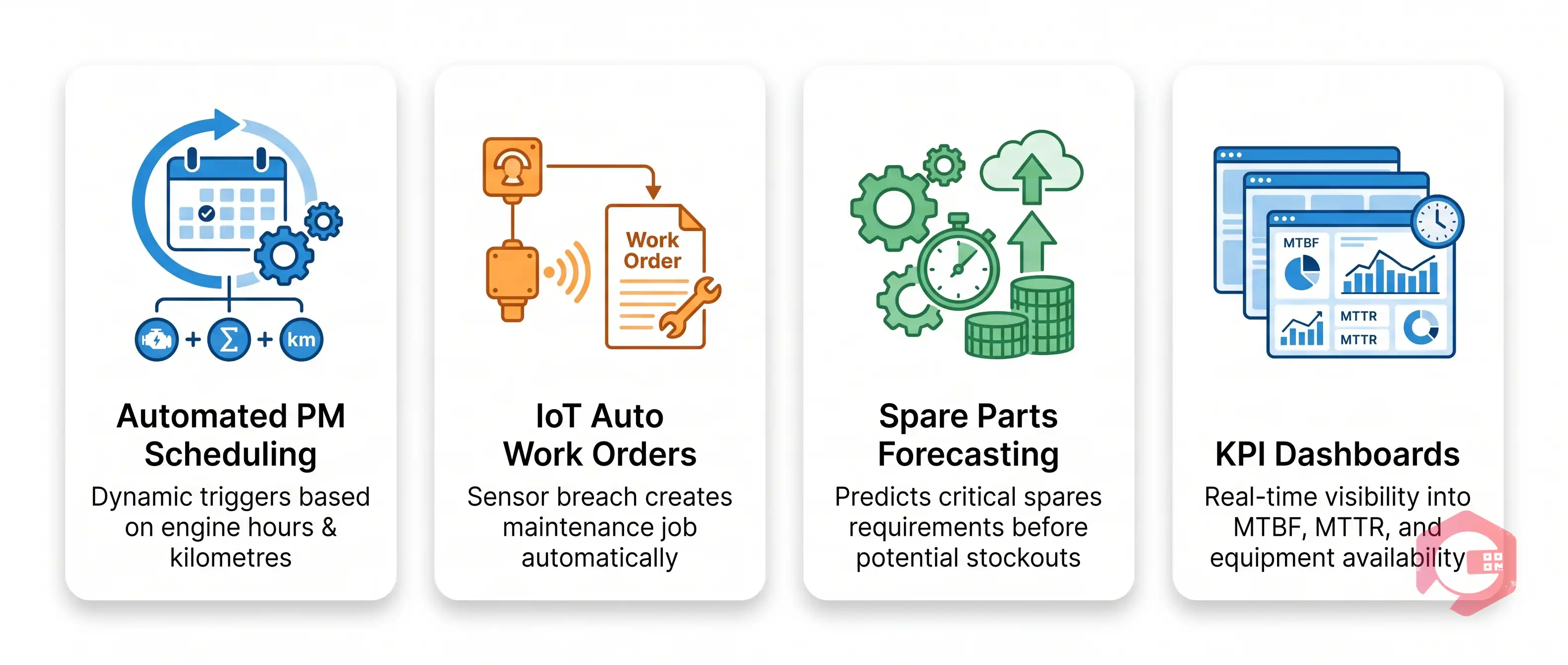
PM software moves you out of Phase 1 by automating scheduling, assignment, and tracking. Dynamic PMs triggered by engine hours, kilometres, or load cycles match real wear instead of arbitrary calendar dates.
The bridge from Phase 2 to Phase 3 is IoT integration. When the CMMS receives sensor data from SCADA, PLCs, and edge devices, condition readings become maintenance triggers. A truck's onboard diagnostic flags abnormal fuel pressure → the CMMS receives the alert → a work order opens automatically with the asset's full history. No manual logging. No alert sitting in an inbox.
Inventory linked to the PM schedule and work-order history forecasts which parts you will need and when. The system flags critical spares before stock falls below the minimum threshold. The plant ends both kinds of pain: stockouts mid-repair and overstocking of slow movers.
Cryotos captures the metrics that prove the program is working: MTBF, MTTR, Breakdown Hours, and availability percentage. When these numbers are visible in real time by asset, shift, and site, the team makes data-driven decisions instead of running on gut feel.
Cryotos is built for the realities of mining: remote sites, high-value assets, complex schedules, harsh conditions, and tight safety rules.
Before you buy sensors and analytics, get the foundation right. Run through this readiness checklist. If you tick fewer than four boxes, start with a CMMS rollout before adding predictive layers.
| Foundation Check | Requirement | Status |
|---|---|---|
| 1 | Critical assets are in a central register with specs, warranty, and history | |
| 2 | Work orders are logged digitally for every task (reactive and planned) | |
| 3 | At least 6 months of failure history exists for the top 10 assets | |
| 4 | PM schedules exist for critical assets and compliance is tracked | |
| 5 | Maintenance team can access asset history and work orders on mobile | |
| 6 | MTBF and availability are tracked for the critical fleet | |
| 7 | Critical spares are visible in real time and linked to PM |
Tick all seven and you have the data foundation to layer in condition monitoring and analytics. If not, start with a CMMS. It is the first investment that pays back, and the one that makes everything else possible.
Reactive maintenance means waiting for equipment to fail before you repair it. Also called breakdown or run-to-failure maintenance, it is the default in operations without a structured program. It usually leads to higher total cost, shorter asset life, and unpredictable downtime, especially on high-value assets like haul trucks, mills, and hoists.
Sensors monitor vibration, temperature, oil quality, and electrical current on critical assets. When readings deviate from normal, the CMMS alerts the team and opens a work order. Repairs run in planned windows, not as emergency callouts. The unplanned stops that cost $1,000–$2,000 per hour disappear.
Preventive maintenance follows time or usage intervals (service every 250 hours regardless of condition). Predictive maintenance triggers on real-time condition data (service when sensors say a part is approaching failure). Most mines combine both: preventive for routine work, predictive for high-criticality components.
A basic rollout (asset register, work-order workflows, PM scheduling) takes 4 to 8 weeks for a single site. Full IoT, ERP, and predictive analytics integration takes 3 to 6 months depending on existing infrastructure. The most important factor is data quality, not speed.
Equipment availability percentage (target 90%+ for the critical fleet), MTBF, MTTR, Breakdown Hours by asset and shift, PM compliance percentage, and maintenance cost as a percentage of replacement asset value. Track all six in a CMMS dashboard for a full view of program health.
The 40% reduction in equipment failures that leading mines achieve does not come from buying sensors. It comes from building a connected maintenance system where data flows from the asset to the work order to the decision automatically, reliably, and in real time. That is what a CMMS like Cryotos is built to deliver.
Want to see how Cryotos turns sensor signals into staged repairs at your mine? Book a free 30-minute demo and we will sketch a phase-by-phase plan tailored to your fleet.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











