
Work order management for steel facilities is the structured digital process of creating, assigning, tracking, and closing maintenance tasks across the high-risk, high-temperature assets that keep steel plants running — from blast furnaces and rolling mills to ladle cranes and cooling systems. In an industry where a single unplanned shutdown can cost between $50,000 and $150,000 per hour, according to World Steel Association data, disorganised work order systems are a direct threat to production and profitability. A purpose-built Computerized Maintenance Management System (CMMS) replaces paper-based job cards, WhatsApp requests, and verbal handovers with a real-time digital workflow that ensures every maintenance task — planned or emergency — is assigned, tracked, and completed with a full audit trail.
Key Takeaways

Work order management in a steel facility is the end-to-end process of documenting, authorising, assigning, executing, and closing every maintenance task performed on plant assets. This covers everything from a routine weekly lubrication check on a rolling mill spindle to an emergency repair on a ladle crane mid-heat campaign. In a steel plant context, a work order is not just a task ticket — it is a safety document, a compliance record, and a piece of the asset's permanent maintenance history.
Unlike a general manufacturing facility, steel plants face maintenance conditions that make work order management uniquely demanding. Temperatures inside blast furnaces exceed 1,500 degrees. Ladle cranes operate above molten metal. Rolling mills exert millions of pounds of force continuously.
In this environment, any one of these gaps is not just an operational inconvenience — it is a potential fatality.
Generic work order systems built for light manufacturing or facilities management fail in steel plants for predictable reasons. They do not support tonnage-based triggers — the primary driver for rolling mill roll changes and furnace reline campaigns. They cannot enforce multi-level safety approvals within the work order itself. They have no concept of a heat campaign as a time constraint that affects maintenance scheduling. And they typically lack the offline mobile capability technicians need in areas of the plant where cellular connectivity is unreliable.
A purpose-built work order management system for steel facilities handles all of these requirements — connecting maintenance workflows to asset hierarchies, safety permits, spare parts inventory, and real-time IoT data from SCADA and PLC systems.
Poor work order management in steel manufacturing shows up in three measurable ways: higher reactive maintenance costs, longer downtime windows, and safety incidents that could have been prevented. A McKinsey analysis of steel industry operations found that facilities with reactive maintenance ratios above 40% spend 3 to 5 times more per repair event than those running structured preventive programs. When work orders are managed manually through paper job cards, phone calls, or disconnected spreadsheets, planned maintenance slips, emergency calls multiply, and the ratio flips in the wrong direction.
There is also a hidden downtime cost that rarely appears in direct maintenance spend figures: the time between a fault being identified and a work order being created, assigned, and acknowledged. In facilities without a digital WO system, this gap routinely runs 45 to 90 minutes per incident. At a hot strip mill running at $100,000 per hour in potential output, a 90-minute administrative delay on a critical fault is a $150,000 inefficiency — caused not by equipment failure but by process failure. Tracking that delay accurately starts with a reliable MTTR calculator so teams can see exactly where response time is being lost.
The industry benchmark for world-class maintenance in steel is an 80/20 split: 80% planned work orders, 20% reactive. Most steel plants operating without a digital work order system run the opposite ratio. The table below shows how the two approaches compare on the factors that matter most to a maintenance manager.
| Factor | Planned Maintenance WO | Emergency/Reactive WO |
|---|---|---|
| Typical trigger | Calendar, tonnage, or condition threshold | Equipment failure or unplanned stoppage |
| Labour cost | Standard shift rate | Emergency/overtime premium |
| Parts cost | Standard procurement lead time | Expedited freight and rush fees |
| Production impact | Scheduled around campaign windows | Unplanned line stoppage |
| Relative cost per event | Baseline | 5-10x baseline |
Structured work order management — with automated PM scheduling, IoT-triggered WO creation, and real-time dashboards — is the mechanism that shifts a plant's ratio toward the planned column.

Steel facilities generate work orders across five distinct categories, each with different approval requirements, safety constraints, and scheduling triggers. A CMMS that does not support all five will force teams to manage some categories outside the system — creating the data silos and accountability gaps that drive reactive maintenance costs.
These are the backbone of any steel plant PM program — weekly lubrication of rolling mill spindles, monthly inspection of cooling water circuits, quarterly gearbox oil changes on conveyor drives. Routine WOs are calendar-triggered and generated automatically by the CMMS. They should include asset-specific checklists, required torque specifications, and mandatory photographic sign-off. A CMMS that allows these to be imported from a spreadsheet or configured via drag-and-drop scheduling removes the manual overhead that causes PM compliance to slip below the 90% target that world-class steel plants maintain.
Breakdown WOs are the most expensive and most time-sensitive. They must be raised instantly — ideally from a mobile device at the point of the fault — and routed to the nearest available technician with the relevant skill set. In steel plants, speed of assignment is critical. A blast furnace cooling panel failure that goes unassigned for 20 minutes can become a safety incident. Modern CMMS platforms support voice-activated mobile work requests and AI-assisted fault classification, which are particularly valuable when technicians are wearing PPE and cannot type easily.
These are unique to steel and smelting environments. A refractory reline campaign on a blast furnace is a multi-week, multi-crew operation that generates hundreds of individual work orders — each tied to a specific lining section, material batch, and inspection milestone. Campaign WOs require a parent-child structure: a master campaign work order with child tasks that must be completed in sequence before the furnace can return to service. Very few generic CMMS platforms support this hierarchy natively.
In steel plants, any work involving energised electrical systems, confined spaces, molten metal proximity, or hot work requires a Permit to Work (PTW) as a pre-condition for the work order to be accepted. A CMMS that separates the permit from the work order creates a compliance gap — technicians can accept and begin work before the safety authorisation is complete. Integrated PTW workflows, where the permit must be digitally approved before the work order status changes to In Progress, close this gap entirely.
Rolling mill roll changes are driven by tonnage processed, not calendar dates. A CMMS that only supports time-based PM scheduling will miss this entirely. Usage-based WO triggers — connected to production meters, SCADA systems, or manual meter readings — allow the system to automatically generate a roll change work order when a defined tonnage threshold is crossed, ensuring rolls are changed at the right point in their wear cycle rather than too early (wasted rolls) or too late (quality defects and equipment damage).
Steel plants run 24/7, typically on two 12-hour shifts. When the outgoing shift ends, active work orders — those mid-repair, those awaiting parts, those flagged for follow-up — must transfer to the incoming team without any loss of context. In paper-based systems, this handover depends entirely on a verbal conversation and a shift logbook. Both are unreliable. The incoming team regularly starts their shift without knowing which machine has been flagged for a developing vibration issue, which permit is still active, or which part is on hold for delivery.
A digital work order system removes this dependency. Every active WO is visible to the incoming team the moment they log in, with full context: who raised it, when, what was found, what has been done, and what is still outstanding. Cryotos supports integrated chat within work orders, so technicians can leave notes, photos, and voice messages that travel with the WO through every shift handover.
According to OSHA steel industry safety standards, the sector has one of the highest rates of serious workplace incidents in manufacturing. A significant proportion of these incidents involve maintenance activities where safety procedures were not properly followed — permits not obtained, energy sources not isolated, or workers entering hazardous zones without authorisation. Embedding safety compliance directly into the work order workflow automation — not as a separate document but as a gated step that must be completed before work can begin — is the most effective way to prevent these incidents at the system level.
These two asset families generate the most complex and highest-stakes work orders in any steel plant. Blast furnace work orders must account for campaign timing — maintenance windows are constrained by the furnace production schedule and cannot simply be scheduled at the maintenance team's convenience. Rolling mill WOs must integrate with roll wear data, production schedules, and crane availability. A CMMS built for manufacturing maintenance that supports deep asset hierarchies — furnace, cooling system, individual cooling stave — and connects work order scheduling to production planning data gives maintenance teams the visibility they need to plan these complex jobs.
Steel plant technicians work in high-noise, high-temperature environments wearing heavy PPE. Typing a detailed fault description into a CMMS interface while standing next to a running hot strip mill is impractical. AI-powered work order creation — where a technician speaks a fault description or photographs an anomaly and the system generates a structured WO automatically — removes this friction entirely. It also improves data quality: voice-input WOs captured at the point of fault contain more detail and are more accurate than WOs logged retrospectively at the end of a shift.
Steel plant environments have extensive connectivity dead zones — inside furnace structures, in electrical substations, in underground service corridors. A mobile CMMS app that requires constant network connectivity is unusable in these locations. Offline capability — where the full WO, checklist, asset history, and LOTO procedure are downloaded to the device before the technician enters the dead zone — keeps work moving. All updates made offline sync automatically when connectivity is restored, maintaining the complete audit trail without any manual reconciliation.
The most impactful shift in steel plant maintenance over the last five years has been the ability to connect CMMS work order creation directly to sensor data. When a bearing temperature on a rolling mill gearbox exceeds 85 degrees — a threshold that predicts failure within 10 to 14 days — the CMMS should automatically generate a high-priority WO, assign it to the appropriate technician, and attach the sensor trend data and asset history to the work order. This closes the gap between detection and action that manual monitoring can never reliably close. According to Gartner IoT research, IoT-enabled predictive maintenance can reduce unplanned downtime by up to 50% in heavy industrial environments.
In a steel plant, a work order for any task involving energised systems, confined spaces, or molten metal proximity should pass through four sequential gates before it can be closed. Cryotos calls this the 4-Gate Work Order Safety Protocol, and it applies whether the CMMS is Cryotos or any other platform enforcing similar controls.
Until each gate is cleared in order, the work order cannot advance to the next stage. This digital enforcement removes the most common cause of steel plant safety incidents: maintenance performed before safety procedures were properly completed.
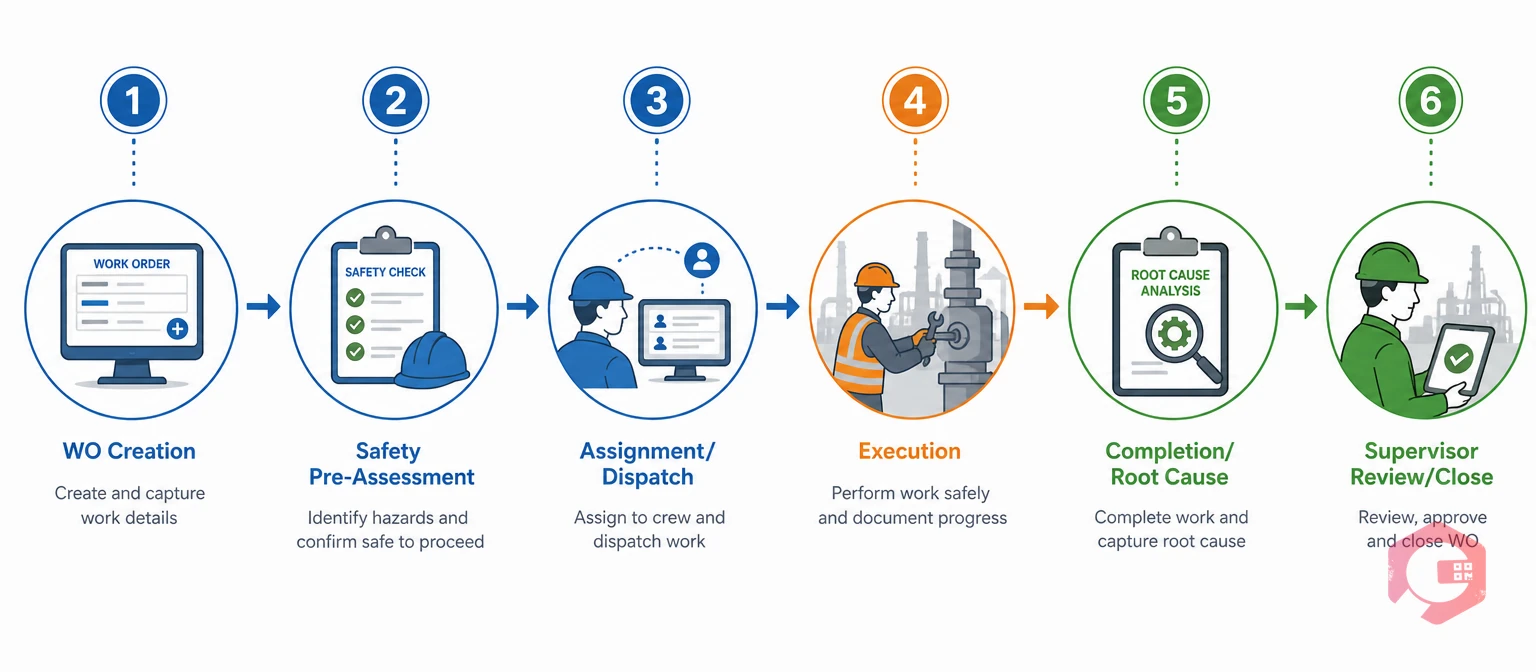
A work order in a steel plant should follow a consistent lifecycle — from initial creation through safety authorisation, execution, completion, and root cause documentation. Here is the step-by-step workflow that leading steel operations use:

Effective work order management is only as good as the metrics used to monitor it. These are the six KPIs that steel plant maintenance managers should review weekly:
Most of these KPIs roll up into a plant's overall equipment effectiveness (OEE) score, which is why work order discipline and OEE trends tend to move together.
Cryotos CMMS is designed for the operational complexity and safety demands of steel manufacturing. The platform brings together every component of the work order lifecycle in a single, mobile-first system that connects to the IoT and SCADA infrastructure steel plants already operate.
On the work order creation side, Cryotos supports AI-powered WO generation via voice command or photo analysis — technicians wearing PPE on a hot rolling mill floor can log a fault in under 30 seconds without typing. The platform's generative AI classifies the fault, links it to the correct asset in the hierarchy, assigns an initial priority, and pre-populates the relevant checklist automatically. This removes the administrative overhead that causes WOs to be logged late or with insufficient detail.
For safety-critical work, Cryotos runs the 4-Gate Work Order Safety Protocol directly inside the work order process. A WO flagged as high-risk cannot be accepted by a technician until the PTW is fully approved. The LOTO isolation certificate is linked to the WO and must be confirmed before any work begins — with every step timestamped and attributed to the authorising individual. This creates an unbroken safety audit trail that satisfies ISO 45001 requirements and withstands regulatory inspection.
The preventive maintenance module supports both time-based and usage-based WO triggers. Rolling mill roll change schedules can be configured to fire based on tonnage processed — pulled from production data systems via IoT integration — ensuring roll changes happen at the optimal point in the wear cycle, not on an arbitrary calendar date. Blast furnace cooling stave inspections trigger quarterly on a calendar basis; gearbox vibration alerts trigger from SCADA threshold breaches the moment anomalous readings appear.
Cryotos's downtime tracking module connects every WO closure to the asset downtime record, calculating MTTR and MTBF automatically. Management dashboards surface the planned-to-reactive WO ratio, PM compliance rate, and asset availability in real time — without any manual data compilation. Steel plants using Cryotos report an average 30% reduction in unplanned downtime and 25% faster repair times within 12 months of deployment.
If your steel facility is still managing work orders on paper job cards, spreadsheets, or disconnected systems, the operational and safety risks compound daily. Schedule a free demo to see how Cryotos turns every work order — from a routine lubrication check to a blast furnace reline campaign — into a tracked, auditable, and safer task.
A work order in a steel plant is a formal digital document that authorises and tracks a specific maintenance task — from routine lubrication of a rolling mill bearing to an emergency repair on a ladle crane. Unlike in lighter industries, steel plant work orders often include safety pre-conditions (PTW and LOTO confirmations), tonnage-based or condition-based triggers, and multi-step approval chains for high-risk environments. A work order is also the primary record for asset maintenance history, spare parts consumption, and downtime attribution.
A CMMS centralises all work order creation, assignment, tracking, and closure in a single digital system. For steel facilities specifically, it automates PM scheduling on both time-based and tonnage-based triggers, enforces PTW and LOTO workflows as gate conditions before WOs can be accepted, connects to IoT and SCADA systems to auto-generate condition-based WOs, and tracks KPIs like MTTR, MTBF, and planned-to-reactive ratio in real time. It also provides offline mobile capability for technicians working in connectivity dead zones inside steel plant structures.
Steel plants have several work order types not found in most manufacturing environments: campaign work orders (multi-week blast furnace reline operations managed as a parent-child WO hierarchy), tonnage-triggered WOs (rolling mill roll changes fired when a cumulative tonnage threshold is crossed), heat campaign-constrained WOs (scheduled around the timing of active heat campaigns to avoid production conflicts), and hot metal safety WOs (requiring specific PTW types and PPE confirmations before ladle, tapping, or torpedo car maintenance can begin).
The industry benchmark for world-class steel plant maintenance is 80% planned work orders and 20% reactive. Most facilities operating without a digital work order system run a 40/60 or even 30/70 split in favour of reactive maintenance. Each percentage point shift toward planned work reduces overall maintenance cost because planned repairs avoid emergency labour premiums, expedited parts costs, and secondary equipment damage. Tracking this ratio weekly in a CMMS is the fastest way to identify whether your maintenance program is improving or deteriorating.
In a steel plant running 24/7 shifts, all active work orders — including those mid-execution, awaiting parts, or flagged for safety review — must be visible to the incoming team immediately on login. A digital CMMS removes reliance on verbal handovers and paper shift logs by making the full WO context — fault description, work completed, parts used, pending actions, and any safety flags — instantly accessible to the incoming shift. Integrated chat within work orders lets outgoing technicians leave voice notes, photos, and progress updates that travel with the WO across shift boundaries without loss of context.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











