
Standardising part numbers across multiple sites means establishing a single, consistent naming and coding convention for every spare part and consumable in your maintenance inventory — so that the same component carries the same identifier whether it is stocked in Chennai, Dubai, or Singapore. Without this, multi-site organisations routinely hold the same physical part under three different codes at three different locations, purchase duplicates because the storeroom teams don't realise they are ordering the same item, and spend hours resolving discrepancies between site-level inventories and the central procurement system. According to the Society for Maintenance and Reliability Professionals (SMRP), uncoordinated MRO inventory across multi-site operations increases total parts spend by 15–30% compared with organisations running a unified master parts catalogue — the direct result of duplicated stock, missed redistribution opportunities, and fragmented supplier negotiations. This guide covers why part number chaos develops, how to build a standardisation framework, and how to implement it sustainably across your sites.
Key Takeaways

Part number inconsistency is almost never the result of negligence. It is the natural outcome of sites operating independently over time, each solving the same problem with different tools and different naming instincts.
A site that opened in 2015 built its parts list in a spreadsheet, using whatever codes felt logical to the stores manager at the time. A second site that opened in 2018 used a different CMMS, which imposed its own auto-numbering. A third site inherited its parts catalogue from the previous occupant of the facility. By the time a group operations team tries to create a unified view of inventory across all three, they have three completely different coding structures for what might be 60–70% overlapping physical parts.
The problem compounds with every new part added. Without a central approval and coding process, a technician at Site A who orders a new seal variant adds it to the local system under whatever code is convenient. The same seal is independently added at Site B three months later under a different code. Now there are two records for the same physical item, and neither site knows the other holds stock. The next time one site faces a stockout and orders on emergency rates, the other site has four units sitting unused on the shelf.
The operational consequences are direct and measurable: duplicated safety stock across sites ties up working capital; fragmented demand prevents volume-based supplier negotiations; transfers between sites are impractical because storerooms can't reliably identify whether their stock matches another site's requirement; and MRO spend analysis at the group level is impossible when the same part appears under different codes in every site's data. According to Plant Maintenance Resource Center, organisations that implement a unified master parts catalogue typically recover 10–20% of their total MRO procurement spend within two years through consolidated supplier negotiations and elimination of duplicate safety stock.
A part number schema is the naming convention that every part in your inventory must follow. Getting this right before any migration work begins is the most important investment in the standardisation project. A schema that is logical, scalable, and easy to apply consistently will outlast the implementation team. One that is too complex or too rigid will be bypassed within months.
A practical schema for most multi-site maintenance operations contains four elements:
The full schema example: MEC-SKF-BRG-0441 — mechanical category, SKF manufacturer, bearing type, catalogue item 441.
Use the MRO inventory checklist as the baseline template for capturing the data fields you need to describe each part correctly when building the initial master catalogue.
| Operational Area | Non-Standardised | Standardised |
|---|---|---|
| Stock identification | Same part has different codes at each site — unrecognisable without manual cross-reference | One code per part — instantly recognisable across all sites |
| Duplicate purchasing | Sites independently order the same part — no visibility of combined demand | Central demand aggregation enables volume pricing and prevents duplicate orders |
| Inter-site transfers | Impractical — cannot confirm compatibility without technical verification | Immediate — same part number confirms compatibility without manual check |
| Supplier negotiation | Site-level spend fragmented — no group-wide spend visibility per part | Consolidated spend by part number supports volume-based price negotiation |
| MRO spend analysis | Group-level reporting impossible — same part appears in multiple cost categories | Group spend by part, category, and supplier visible in a single report |
| New site onboarding | New site builds its own catalogue from scratch — duplicating existing items | New site adopts master catalogue from day one — no duplication risk |
The inter-site transfer row deserves particular attention. When a critical asset fails at Site A and the required part is out of stock, the fastest resolution is often a same-day transfer from another site. With standardised part numbers, confirming availability and compatibility takes seconds — a search in the central CMMS inventory module returns stock levels at every site for that part number. Without standardisation, the storeroom team at Site A has to call each site individually, describe the part verbally, and wait for someone to physically check whether the part on their shelf matches the requirement.
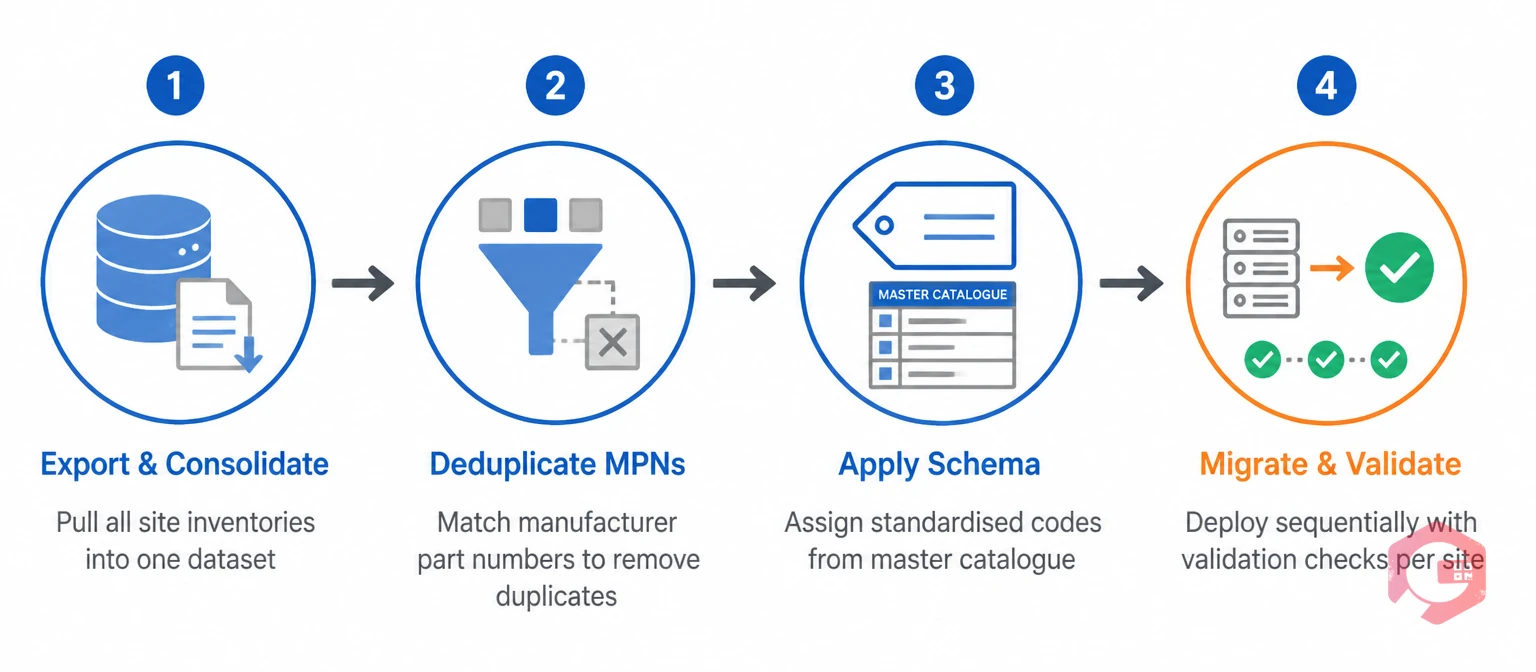
Executing a multi-site part number standardisation project in a structured sequence prevents the most common failure modes: starting migration before the schema is agreed, loading data before duplicates are resolved, and going live without governance in place.
After migration, connect each site's spare parts inventory software to the master catalogue so that reorder requests, work order parts issues, and stock adjustments all reference the standardised part number automatically — with no manual translation required at the site level.
A standardised master catalogue that lacks governance will degrade back into inconsistency within 12–18 months. Sites will add new parts locally under ad hoc codes when the central approval process feels slow. Suppliers will introduce new part numbers that don't get mapped back to existing catalogue items. Equipment upgrades will add new components that nobody thinks to register centrally.
Effective governance requires three things:

Managing a multi-site master parts catalogue in a spreadsheet reaches its limits quickly. When part records need to be visible and searchable across sites, linked to work orders in real time, and updated simultaneously when a storeroom issues a part — a spreadsheet cannot deliver that without manual synchronisation that introduces errors and delays at every step.
Cryotos's CMMS manages the master parts catalogue centrally while giving each site full visibility and operational access. The central catalogue holds the master part number, description, manufacturer reference, unit of measure, and technical specifications. Each site's inventory record references the master part number and tracks its own stock level, reorder threshold, and consumption history against that shared identifier.
When a technician at Site A issues a part against a work order, the consumption is recorded against the master part number — not a local code. When a manager at group level pulls a parts consumption report, every site's usage is aggregated under the correct master code automatically. When procurement negotiates with a bearing supplier, the combined demand across all sites for every SKF bearing in the catalogue is visible in a single query — no manual consolidation from site-level exports required.
The warehouse management module provides the inter-site stock visibility that makes transfer decisions immediate. When a critical part is at zero stock at Site A and has four units at Site B, the work order at Site A surfaces that availability automatically — so the storeroom manager can initiate a transfer rather than placing an emergency purchase order. This single capability recovers the most directly measurable cost from part number standardisation. According to Reliable Plant's MRO inventory analysis, organisations that centralise their parts catalogue under a unified CMMS reduce total MRO procurement costs by 10–20% within two years, primarily through consolidated supplier negotiations and elimination of emergency purchases driven by inter-site stock invisibility.
A master parts catalogue is a central, authoritative list of every spare part and consumable used across all sites, each identified by a single standardised part number. Multi-site operations need one because independent site catalogues inevitably diverge — the same physical part accumulates different codes at different sites, making group-level inventory visibility, inter-site transfers, and consolidated supplier negotiation impossible without manual cross-referencing that is slow, error-prone, and does not scale.
Timeline depends on the number of sites, the size of each site's inventory, and the quality of existing data. A three-site operation with 1,500 total SKUs and reasonably clean manufacturer reference data can complete the deduplication, schema application, and migration in six to ten weeks. A ten-site operation with 8,000 SKUs and poor MPN coverage may take four to six months. The deduplication step is consistently the longest — budget more time here than feels necessary, as data quality problems discovered mid-deduplication are more expensive to resolve than time invested upfront in a thorough data quality assessment.
The most common failure is going live without governance in place. The catalogue is clean and standardised on migration day, but within months, sites begin adding new parts locally under ad hoc codes because the central approval process is unclear, slow, or unknown to the storeroom team. The fix is to establish the catalogue owner role, the new part request process, and the SLA for approvals before migration begins — not as an afterthought after go-live.
Yes, when the CMMS is configured with the master catalogue as the only source of parts that can be referenced in work orders and purchase requests. In Cryotos, the central parts catalogue is the authoritative reference — sites cannot create local part records that do not reference a master catalogue entry. New part additions require master catalogue approval before the part becomes selectable in work orders or purchase requests, enforcing the governance process through the system rather than relying on procedural compliance alone.
A standardised parts catalogue is one of the highest-return investments a multi-site maintenance operation can make — it eliminates duplicate purchasing, enables inter-site transfers, supports group-level supplier negotiation, and makes MRO spend analysis meaningful. Cryotos gives you the central catalogue management, multi-site inventory visibility, and governance controls to build and maintain that standardisation at scale. Schedule a free demo to see how leading multi-site operations teams use Cryotos to unify their parts inventory and cut MRO procurement costs.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











