
Shutdowns, turnarounds, and outages (STO) are planned maintenance events where an entire plant, unit, or critical piece of equipment is taken offline for inspection, repair, or overhaul. Done well, they protect asset reliability and safety. Done poorly, they drain budgets, extend timelines, and cost millions in lost production.
According to a McKinsey report on turnaround performance, industrial companies consistently overrun STO budgets by 10–30%, and schedule overruns average 15–20%. The root cause is almost always poor planning, weak scope management, or lack of real-time visibility during execution.
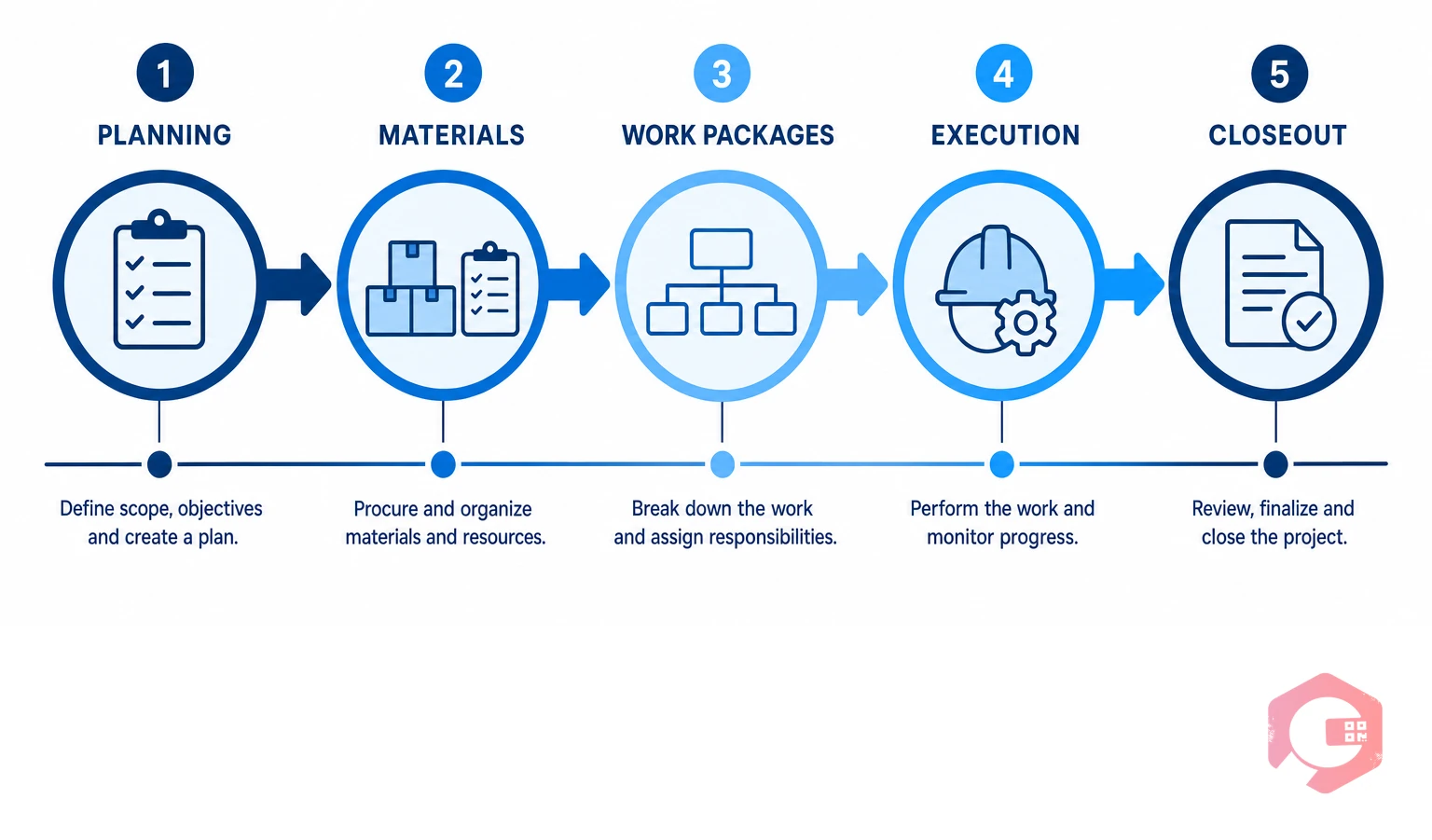
This guide walks you through proven strategies to plan, execute, and close out shutdowns, turnarounds, and outages so your team hits scope, schedule, and cost targets every time.

Before getting into strategy, it helps to be clear on what each term means — they are often used interchangeably, but they have distinct profiles:
All three share a common challenge: maximum work must be completed in minimum time, with zero safety incidents and on-budget execution. That demands structured preparation months in advance, not days.

Most cost and schedule overruns trace back to a handful of recurring failures. Understanding them is the first step to avoiding them.
Late additions to the work scope are the single biggest driver of overruns. When new jobs are discovered during execution without a formal scope-change process, they consume float time, trigger resource conflicts, and push out critical-path tasks. Every job added during execution costs three to five times more than if it had been planned beforehand.
A work order without parts is a guaranteed delay. Incorrect or missing materials — gaskets, seals, valves, specialty fasteners — stop craft workers mid-job and extend total outage duration. Industry data from the Maintenance World community suggests that 20–30% of craft labor hours on turnarounds are wasted waiting for parts.
TARs rely on a mix of internal crews and dozens of specialty contractors. Without clear role definitions, permit coordination, and shared scheduling systems, contractors duplicate work, queue for permits at the same time, and create safety hazards through simultaneous operations.
Manual, paper-based permit-to-work processes create bottlenecks at the permit desk and increase the risk of errors. When LOTO procedures are paper-based, verification is slow, and simultaneous isolations become hard to track.
Teams rush back to production and skip lessons-learned capture. The same planning mistakes repeat on the next TAR because no institutional knowledge was documented.
The difference between a well-run turnaround and a chaotic one is decided in the planning phase, not during execution. High-performing organizations start formal planning 12–18 months before the event date.
Start with a comprehensive scope identification process. Use inspection findings, reliability data, regulatory requirements, and predictive maintenance alerts to build the initial work list. Set a hard scope freeze date — typically 3–4 months before the event — and enforce it through a formal change-management process after that date.
Every scope addition after freeze must go through a review that documents the reason, the cost impact, and the schedule impact before approval. This single discipline prevents most overruns.
Build a detailed, logic-linked schedule in a CPM (Critical Path Method) tool. Identify the longest path from first vessel opening to final handover. Any task on the critical path that slips pushes the restart date. Protect the critical path by pre-positioning resources, pre-ordering long-lead materials, and identifying float on non-critical paths that can absorb scope additions.
Model the labor histogram — daily crew requirements by craft discipline — and match it against contractor capacity. Peak labor during a large TAR can exceed 1,000 workers. Stagger shifts, plan laydown areas, and coordinate with contractors early so they can recruit and mobilize the right headcount.
Parts shortages cause more TAR delays than any other single factor. A disciplined materials management process eliminates them.
For every work package in scope, verify the bill of materials against current equipment specifications. Drawings and data sheets go stale over years of operation. Sending a technician to physically verify tag numbers, flange ratings, and gasket dimensions before the procurement order is placed prevents the wrong parts from arriving on the job.
Pre-kit parts and materials by work package. When the job starts, everything the craft team needs — consumables, spare parts, specialty tools — is staged at a designated laydown point, ready to pick up. Kitting eliminates the time workers spend searching the warehouse during the event. Cryotos's spare parts inventory software makes it straightforward to build kits against work orders and track what has been issued versus what is still in stock.
For critical consumables — seals, gaskets, packing material — set minimum stock thresholds so reorder triggers fire automatically before items run out. A real-time inventory management system with threshold alerts prevents the mid-event emergency where the team discovers a fast-moving consumable is exhausted.
A work package is the document set that tells the crew everything they need to do their job: scope description, step-by-step procedure, isolation requirements, safety permits, drawings, parts list, and estimated hours. Poor work packages are the most common source of craft inefficiency during execution.
Use standardized templates for common job types — heat exchanger bundle pull, pump overhaul, vessel inspection, valve replacement. Standardization cuts preparation time and reduces errors. It also makes it easier for contractors who are not familiar with the site to execute jobs safely.
The isolation certificate and permit-to-work documents should be part of the work package, not a separate queue the crew has to join after arriving at the job site. When permits are prepared in advance and linked to the work order, the crew can walk up to the job ready to start instead of waiting 45 minutes at the permit desk. Cryotos's built-in permit-to-work workflow automates the issuance and tracking of permits linked to work orders, which is especially valuable when hundreds of permits are active simultaneously.
Have an experienced technician or reliability engineer walk down each work package before the event and verify that the procedure matches field conditions. Drawings may not reflect the last modification. Valve tags may have changed. A short pre-event walkdown prevents job stoppages caused by outdated documentation.
Once the event starts, the focus shifts from planning to real-time control. The goal is maximum wrench time — the percentage of hours workers spend actually working versus waiting, travelling, or looking for information.
Hold a short daily stand-up meeting — ideally twice per day during peak execution — that covers progress against the critical path, emerging issues, resource constraints, and permit status. Keep it to 30 minutes. The purpose is to identify problems early enough to act, not to review everything.
Track work order completion in real time, not at end of shift. When supervisors update job status on a mobile app as each job completes, the control room sees live progress against the schedule and can redeploy resources to bottlenecks before they become critical. Cryotos's work order management module, combined with the mobile app, gives field supervisors instant update capability and gives planners a live view of progress from the control room.
Even with a hard scope freeze, discoveries during execution will generate change requests — a corroded fitting that needs replacement, a bearing that's worse than expected. The execution team needs a fast, documented change process: log the finding, estimate the impact, get approval, issue the work order. Every change should be tracked against a contingency reserve so the cost and schedule impact remains visible.
During peak execution, simultaneous operations create the highest risk window. Use a shared coordination board — physical or digital — that shows who is working where, what isolations are active, and where hot work is in progress. The OSHA lockout/tagout standard (29 CFR 1910.147) requires that energy control procedures are documented and verified before any maintenance on equipment that could unexpectedly energize. Digital LOTO tracking makes compliance verifiable and auditable.
The closeout phase is consistently underinvested. Teams are eager to restart production and skip the structured review that would make the next event cheaper and faster.
Every item that was not completed to specification during the event goes on a formal punch list. Categorize items by priority: Category A (must be resolved before startup), Category B (can be deferred to next outage window), Category C (noted for long-range planning). Track each punch list item to closure with a responsible owner and target date.
Compare actual cost and hours against the estimate at both the overall and individual work-package level. Understanding where the estimates were wrong — overruns concentrated in specific job types, crafts, or contractors — gives the estimating team the data to improve next time. Cryotos's report builder can generate post-event variance reports across all work orders so planners have clean data without manual spreadsheet aggregation.
Within two weeks of restart, run a structured lessons-learned workshop with planners, supervisors, contractors, and operations. Capture what worked, what failed, and what to change. Store the output in a shared knowledge base — not in someone's personal folder — so it is accessible to the team planning the next event. Cryotos's AI-powered knowledge base is built for exactly this use case: capturing institutional knowledge and making it searchable for the next planning cycle.
A modern maintenance management software platform ties every phase of an STO event together in one system. Instead of planning in spreadsheets, tracking in whiteboards, and reporting in PowerPoint, teams work from a single source of truth.
Organizations using a purpose-built CMMS for STO planning consistently report 10–20% reductions in total event cost and duration compared to spreadsheet-driven approaches.

You can't improve what you don't measure. These are the metrics that matter most for STO performance:
A shutdown typically refers to stopping a specific unit or system for maintenance, while a turnaround is a comprehensive, plant-wide overhaul that is scheduled years in advance and involves a much larger scope of work, contractor workforce, and budget. Both require the same disciplined planning process, but turnarounds demand more rigorous scope management, resource planning, and coordination because of their scale.
For a major turnaround, formal planning should begin 12–18 months before the event date. Scope identification starts at 12 months, materials procurement begins at 6–9 months, and detailed work package preparation runs from 2–4 months out. Starting late on any of these phases cascades into scope overruns, parts shortages, and contractor availability problems during execution.
Scope creep is the addition of work after the scope freeze date, either from opportunistic requests or from discoveries made during execution. You prevent it by setting a hard freeze date, creating a formal change control process for any post-freeze additions, and requiring documented approval with cost and schedule impact for every change. Tracking scope growth rate as a KPI after each event gives you data to improve scope identification in the next planning cycle.
Yes. A modern CMMS handles work order creation, scheduling, permit-to-work, materials management, progress tracking, and post-event reporting — all the core functions of turnaround management. The advantage over dedicated TAR software is that the same system is used for routine maintenance year-round, so the asset and work history data is already in place when planning begins. Cryotos is designed to support both day-to-day maintenance operations and complex planned events like turnarounds and outages.
Key standards include OSHA 29 CFR 1910.147 (lockout/tagout), OSHA 1910.146 (confined space entry), and OSHA 1910.119 (process safety management for highly hazardous chemicals). In regulated industries, facilities must also comply with the EPA Risk Management Program (RMP) and relevant API recommended practices for inspection. All isolation, permit-to-work, and confined space procedures should be verified and documented before any work begins.
Shutdowns, turnarounds, and outages are among the highest-risk, highest-cost events in industrial maintenance — but they are also among the most predictable. Every overrun has a root cause, and every root cause has a countermeasure. Cryotos gives your team the planning, execution, and reporting tools to run every STO event on scope, on schedule, and on budget. Book a demo to see how leading industrial operators use Cryotos to take the unpredictability out of their next turnaround.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











