
Quality Maintenance, or Hinshitsu Hozen (品質保全), is the TPM pillar that eliminates defects at the source by maintaining the equipment conditions that directly determine product quality. Rather than inspecting bad product out after the fact, it engineers defects out by keeping every machine parameter within its quality-critical range. Developed by the Japan Institute of Plant Maintenance (JIPM) as one of the eight pillars of Total Productive Maintenance, Hinshitsu Hozen shifts quality ownership from the QC department to the maintenance and operations teams working closest to the machines.
Most factories treat quality as a detection problem. Quality Maintenance treats it as an engineering problem — and that distinction changes everything about how you prevent scrap, rework, and customer complaints.
Key Takeaways
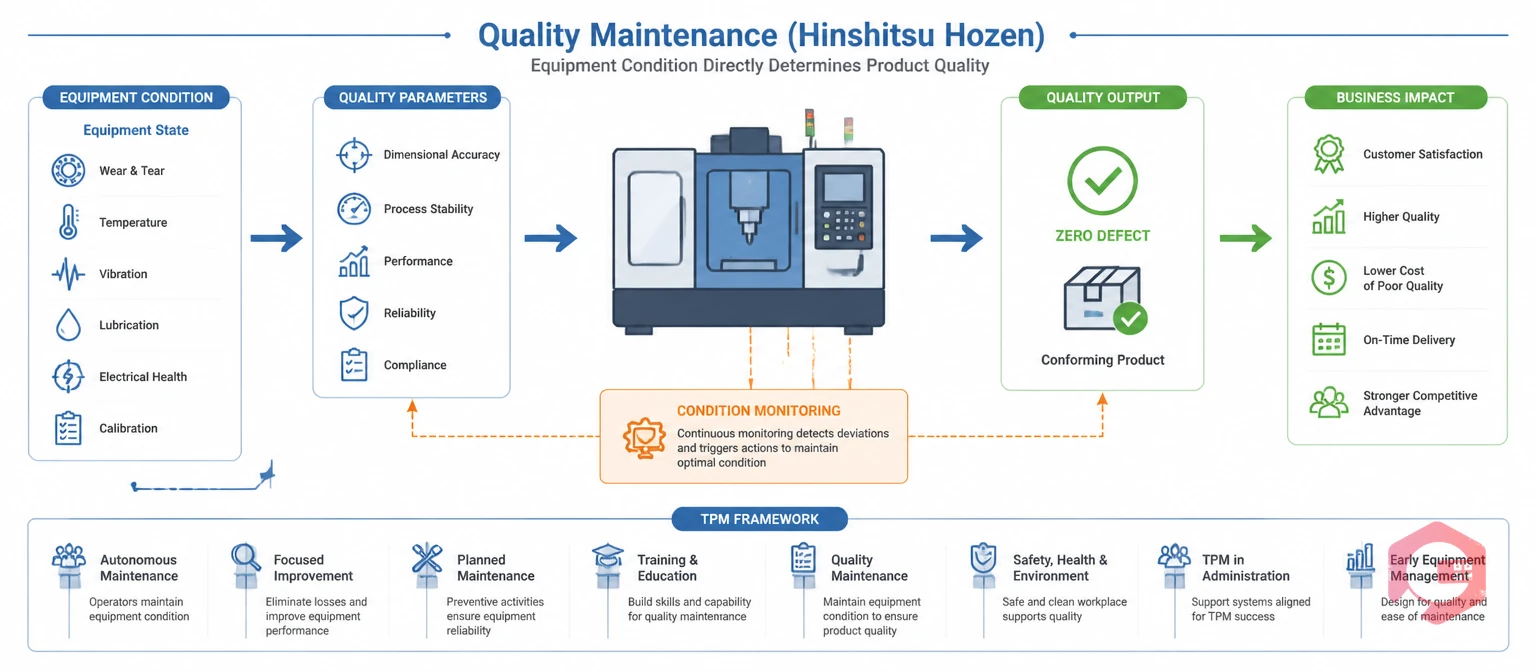
Quality Maintenance is the TPM pillar responsible for achieving and sustaining zero defects by identifying, controlling, and monitoring the equipment and process conditions that directly influence product quality. The Japanese term Hinshitsu Hozen (品質保全) translates literally as "quality preservation" — and that framing matters. The goal is not to catch quality problems but to preserve the conditions under which problems cannot form.
JIPM codified Hinshitsu Hozen as one of the eight pillars of TPM in the 1970s, building on Seiichi Nakajima's foundational work on equipment-driven manufacturing excellence. The core premise is straightforward: a defect is always the downstream symptom of an upstream condition deviation. A seal that leaks, a dimension that drifts, a batch that rejects — each one traces back to a specific parameter that moved outside its acceptable range.
The eight pillars of TPM each address a different category of loss. Jishu Hozen (Autonomous Maintenance) keeps operators involved in daily machine care. Kobetsu Kaizen (Focused Improvement) eliminates chronic efficiency losses. Hinshitsu Hozen handles the quality dimension specifically — it owns the "Q" in OEE's Availability × Performance × Quality formula.
Quality Control and Quality Maintenance are not competing approaches — they operate at different points in time. QC detects defects that have already been produced; Quality Maintenance prevents the conditions under which those defects can form. Understanding this difference determines whether a factory's quality strategy is reactive or genuinely preventive.
| Aspect | Quality Control (QC) | Quality Maintenance (Hinshitsu Hozen) |
|---|---|---|
| Focus | Detect defects after they are produced | Prevent defects before they can form |
| Timing | Post-production inspection | During and before production |
| Ownership | QC / QA department | Maintenance and Operations teams jointly |
| Method | Sampling, inspection, rejection | Condition monitoring, SOPs, poka-yoke |
| Outcome | Find and remove bad product | Ensure no bad product is manufactured |
| Cost impact | Cost of quality absorbed after production | Cost of quality reduced at the source |
The American Society for Quality (ASQ) estimates that the cost of poor quality in manufacturing ranges from 5% to 30% of revenue — most of it absorbed downstream through rework, scrap, and warranty claims that a QC-only approach cannot eliminate.

The 4M framework — Man, Machine, Method, and Material — identifies the four sources of variation that determine whether a process produces conforming or non-conforming output. Every quality defect in Hinshitsu Hozen can be traced to a deviation in one or more of these four categories. This makes the 4M model the diagnostic foundation for building a Quality Maintenance programme.
The Cryotos 4M Quality Deviation Model is a structured approach for connecting each M category to its measurable condition, the defect risk when that condition drifts, and the corrective action to restore it:
Maintenance teams using Cryotos have reported up to 30% reduction in unplanned downtime and 25% faster repair turnaround when condition-based work order triggers are mapped to 4M deviations — because defects and breakdowns often share the same root conditions.
Cryotos maintenance checklists let you encode each 4M condition standard directly into the digital work order, so operators and technicians confirm every critical parameter at every service interval.
The Quality Maintenance Matrix is a cross-referenced grid that maps known defect types to the specific equipment and process conditions that cause them, assigns a measurable control standard to each condition, and specifies who monitors it and how often. It is the central document of any Hinshitsu Hozen programme and the tool that converts defect history into a systematic prevention plan.
A working Quality Maintenance Matrix has five columns for each entry:
Start with your defect history — the last 12 months of scrap and rework records. For each recurring defect, run a 4M analysis to identify the causal condition. Rank the resulting condition list by severity × frequency. Set measurable normal and abnormal condition thresholds, drawing on OEM specifications and historical process data. Assign monitoring responsibilities and integrate the checks into the preventive maintenance software schedule so nothing is missed between inspections.
The matrix is a living document. Every new defect that escapes adds a row. Every condition that is brought under control and holds for six months can move from active monitoring to periodic audit.
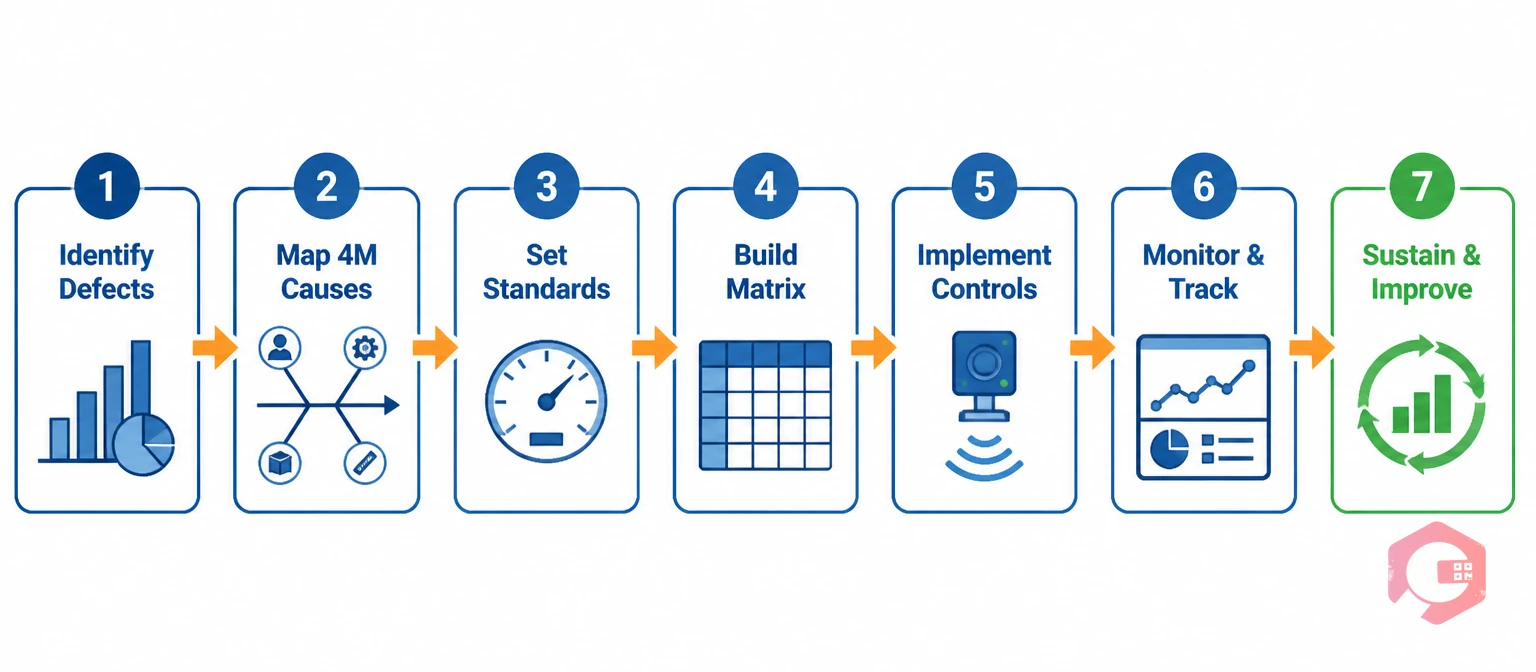
Quality Maintenance is not a one-time project — it is a structured, iterative cycle. The JIPM-aligned seven-step approach below is the standard implementation sequence used by manufacturers applying Hinshitsu Hozen to production lines.
Gather all scrap, rework, and customer complaint data from the past 12 months. Group defects by type, frequency, and production zone. This baseline tells you where the system is currently losing quality — and where to focus condition control first.
For each defect category, run a structured 4M analysis to identify the causal equipment or process condition. Document both the current condition state and the standard it should meet.
Define the acceptable range for every quality-critical condition. These standards become the control parameters for the Quality Maintenance Matrix and the threshold values for condition-monitoring alerts. Use OEM data, historical process capability studies, and engineering judgment to set ranges that are tight enough to prevent defects but achievable in practice.
Populate the matrix using the defect-to-condition mapping from Step 2 and the standards from Step 3. Prioritise rows by defect severity and recurrence. This document is now the foundation for all condition monitoring activity.
Integrate each condition check into the relevant work order management workflow. Assign responsibilities. Install sensors or gauges where manual checking is insufficient. Add IoT meter readings where real-time visibility is required.
Run the monitoring programme and track defect rates in parallel. A well-built Quality Maintenance system will show a measurable decline in defect frequency within the first few months as the highest-priority conditions are brought under control. The BI dashboard in Cryotos lets you visualise defect trend data alongside maintenance compliance in a single view.
Standardise every condition check that is working, update SOPs, and conduct periodic audits to confirm the matrix remains current. When a new defect emerges, add it to the matrix and restart the cycle from Step 2. This is how Hinshitsu Hozen drives continuous quality improvement rather than one-time correction.
OEE (Overall Equipment Effectiveness) measures manufacturing productivity as the product of three components: Availability, Performance, and Quality. The Quality component — calculated as Good Parts divided by Total Parts — is the metric that Hinshitsu Hozen directly owns and improves.
The world-class benchmark for OEE Quality Rate is 99.9%, meaning fewer than one defective unit per thousand produced. Most facilities operating without a formal Quality Maintenance programme sit well below this figure. Every percentage point of Quality Rate improvement that Hinshitsu Hozen delivers flows directly into the overall OEE score and, by extension, into production throughput and profitability.
The relationship also works in reverse: OEE Quality Rate data is a leading indicator for the Quality Maintenance Matrix. A declining Quality Rate on a specific line points to a condition deviation somewhere in the 4M chain — and that deviation should be traceable back to a matrix row. If it is not, the matrix has a gap that needs filling.
You can calculate your current OEE Quality Rate baseline using the Cryotos OEE Calculator before beginning your Hinshitsu Hozen implementation.
Quality Maintenance applies wherever equipment condition has a direct, measurable effect on product output quality. Three industries where this connection is especially critical illustrate how Hinshitsu Hozen operates in real manufacturing environments.
In textile production, loom tension, thread count consistency, and dye bath temperature are quality-critical conditions. A loom running at incorrect warp tension produces fabric with uneven density — a defect that only becomes visible at the inspection stage after metres of material have been produced. A Hinshitsu Hozen approach maps each of these conditions to a measurable control range, assigns monitoring frequency, and triggers a corrective work order the moment a reading drifts. Cryotos supports textile manufacturing maintenance teams with condition-based PM scheduling and digital checklists built around equipment-specific quality parameters.
Filling line accuracy, sealing integrity, and pasteurisation temperature are the quality-critical conditions in food and beverage processing. A sealing jaw that drops below its minimum temperature produces incomplete seals — creating a food safety risk and a regulatory compliance failure, not just a quality reject. FSSC 22000 and HACCP frameworks require documented evidence that critical control points are monitored and maintained. A Quality Maintenance Matrix for a filling line makes that documentation systematic rather than ad hoc.
Press tolerances, weld strength, and torque values are safety-critical quality conditions in automotive assembly. IATF 16949 requires manufacturers to demonstrate process control over all characteristics that affect product safety and fitness for use. Quality Maintenance, applied at the equipment level, is the operational mechanism that keeps those characteristics within specification between measurement events.
A quality maintenance programme documented on paper degrades over time — conditions drift, monitoring lapses, and the matrix becomes historical record rather than active control. A Computerized Maintenance Management System (CMMS) converts the static Quality Maintenance framework into a dynamic, enforced operating system.
Every condition check in the Quality Maintenance Matrix becomes a line item in a digital checklist, attached to the relevant work order. Technicians confirm each parameter at each monitoring interval. Numeric validation fields prevent pencil-whipping — the system requires an actual value, not a checkbox. Photo capture confirms physical conditions that cannot be expressed as numbers.
When a condition reading breaches its normal range — whether entered manually by a technician or detected automatically by an IoT sensor — Cryotos generates a corrective work order immediately. The right technician is notified via mobile or WhatsApp, and the asset is flagged as quality-at-risk until the condition is restored and verified.
Cryotos integrates directly with SCADA systems, PLCs, and IoT sensors through its IoT meter reading module. Temperature, pressure, vibration, and flow readings feed into the system in real time, enabling continuous condition monitoring without requiring manual rounds at every interval.
ISO 9001, IATF 16949, and FSSC 22000 auditors require documented evidence that quality-critical equipment conditions are monitored and maintained. Every checklist completion, condition reading, work order, and corrective action in Cryotos is timestamped, user-attributed, and retrievable in seconds — turning audit preparation from a multi-day exercise into a report export. The manufacturing maintenance software capability in Cryotos is built to support this level of traceability.

The business case for Hinshitsu Hozen is measurable. Facilities that move from reactive quality detection to proactive condition control typically see results across six dimensions.
Use this checklist as a practical starting point for any facility beginning a Hinshitsu Hozen programme:
Quality inspection finds defects after they have been produced and removes non-conforming product from the stream. Quality Maintenance prevents defects from forming in the first place by keeping the equipment and process conditions that determine output quality within their acceptable ranges. Inspection is a detection strategy; Quality Maintenance is a prevention strategy. The two are complementary but Quality Maintenance reduces the volume of defects that inspection must handle.
Quality Maintenance works closely with Jishu Hozen (Autonomous Maintenance), which keeps operators involved in daily machine care and condition monitoring. It also draws on Kobetsu Kaizen (Focused Improvement) for defect root cause analysis and PM Hozen (Planned Maintenance) for scheduling condition checks. In practice, a mature TPM programme integrates all eight pillars, with Hinshitsu Hozen owning the quality loss dimension that appears in the OEE Quality Rate metric.
A Quality Maintenance Matrix is a cross-referenced grid that maps each known defect type to the specific equipment or process condition that causes it. It specifies the measurable normal range for that condition, how it is monitored, and who is responsible for monitoring it at what frequency. The matrix is important because it converts defect history into a systematic prevention plan — it ensures that every known source of quality deviation is actively controlled rather than discovered retrospectively when defects recur.
OEE is the product of Availability, Performance, and Quality Rate. Quality Rate measures the proportion of total parts produced that meet specification. Every defect that Quality Maintenance prevents — by keeping conditions within their acceptable ranges — improves the Quality Rate component directly. A facility moving its Quality Rate from 96% to 99% while holding Availability and Performance constant increases its OEE by three percentage points, which typically translates to a meaningful increase in effective production output.
Any industry where equipment conditions have a direct, measurable effect on product quality benefits from Quality Maintenance. It is most critical in food and beverage processing (where fill weight, seal integrity, and temperature affect both product quality and food safety compliance), automotive manufacturing (where dimensional and weld-quality tolerances affect safety and IATF 16949 compliance), pharmaceutical manufacturing (where process parameters determine batch conformance to pharmacopoeial standards), and textile manufacturing (where loom tension, dye bath temperature, and machine calibration determine fabric quality).
A focused pilot on one production line — covering defect analysis, 4M mapping, matrix construction, and integration into digital work orders — typically takes 8 to 12 weeks. Measurable improvements in defect rates and OEE Quality Rate usually become visible within the first 90 days of active monitoring. Full site-wide deployment across multiple lines and product families is typically an 18 to 24 month programme, progressing line by line as the methodology is validated and operator capability is built.
You can build a Quality Maintenance Matrix and run condition monitoring checks without a CMMS, using paper-based forms and spreadsheets. However, the programme degrades quickly without digital enforcement. Manual checklists are prone to pencil-whipping, condition readings are not automatically compared against thresholds, deviations do not generate work orders, and the audit trail required for ISO or IATF compliance becomes a manual compilation exercise. A CMMS with digital checklists, IoT integration, and automated work order triggers is what converts a Quality Maintenance plan into a sustainable operating system.
Quality Maintenance is where TPM's zero-defect goal becomes an engineered outcome rather than an aspiration. By mapping defects to conditions, maintaining those conditions within proven ranges, and using digital tools to enforce and audit the process, manufacturing operations can achieve consistent product quality without relying on end-of-line inspection as a safety net. Schedule a free demo to see how Cryotos helps maintenance and quality teams digitise condition monitoring, automate work order triggers on deviations, and build the audit-ready documentation that quality compliance standards require.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











