
Reducing downtime in cement plants is one of the most direct ways to protect production output, control costs, and extend the life of expensive equipment. A cement plant operates through a tightly interconnected chain — from raw material crushing and grinding to clinker burning in the rotary kiln and final cement milling. When any link in that chain fails unexpectedly, the entire production line grinds to a halt, and recovery can take hours or even days.
Cement manufacturing is one of the most equipment-intensive industries in the world. Rotary kilns, ball mills, vertical roller mills, separators, and clinker coolers run continuously under extreme heat, pressure, and abrasion. The combination of harsh operating conditions and aging assets means unplanned breakdowns are not a question of if — but when. According to industry estimates, unplanned downtime in cement plants can cost between $10,000 and $40,000 per hour when production losses, emergency labor, and expedited parts procurement are factored in.
The good news is that most cement plant downtime is preventable. With the right maintenance strategy, supported by a modern Computerized Maintenance Management System (CMMS), plant managers can shift from reactive firefighting to proactive reliability management — and the results show up directly on the production sheet.
Cement production runs on continuity. The rotary kiln, which can be over 70 meters long and rotate at temperatures exceeding 1,450°C, takes hours to reach operating temperature and hours more to cool safely. Every unplanned stop means a long, energy-intensive restart cycle on top of the lost production time itself.
The domino effect compounds the damage. When the kiln stops unexpectedly, the raw mill feeding it must stop too. The clinker cooler downstream goes idle. Cement mills that depend on clinker supply are starved. A single equipment failure can idle an entire 5,000-tonne-per-day plant for half a day — a loss that cannot be fully recovered.
Beyond production loss, cement plants face several hidden downtime costs that rarely appear on a single repair invoice:

Cement plant equipment operates under punishing conditions. Kiln tyres and riding rings develop oval deformation over time. Ball mill liners and grinding media wear progressively. Separator blades erode from abrasive material. None of these failures happen overnight — they develop gradually and are entirely detectable if maintenance teams are watching the right signals. The problem in many plants is that inspection routines are too infrequent, or technicians lack the data tools to recognize early warning trends.
Bearing failures are among the most common causes of unplanned downtime in cement plants. Rotary kiln support rollers, thrust rollers, and mill pinion bearings all require precise lubrication intervals and grease specifications. When lubrication is missed, delayed, or uses the wrong product, bearing temperatures rise, metal-to-metal contact begins, and failure follows within days. Kiln seal failures are another frequent offender — allowing hot gas or dust leakage that damages adjacent components and forces emergency shutdowns.
Modern cement plants depend on SCADA systems, variable frequency drives, programmable logic controllers, and distributed control systems. When these systems fail — due to power quality issues, cable damage, or sensor malfunction — production stops even though the mechanical equipment is perfectly fine. Electrical maintenance is often underweighted in cement plant PM programs compared to mechanical work.
Many cement plants still operate on paper-based or spreadsheet-driven maintenance programs. When work orders are tracked manually, it is easy for critical PM tasks to slip — a missed inspection here, a delayed lubrication route there. Over time, these small omissions accumulate into the conditions that cause sudden failures at the worst possible moment.
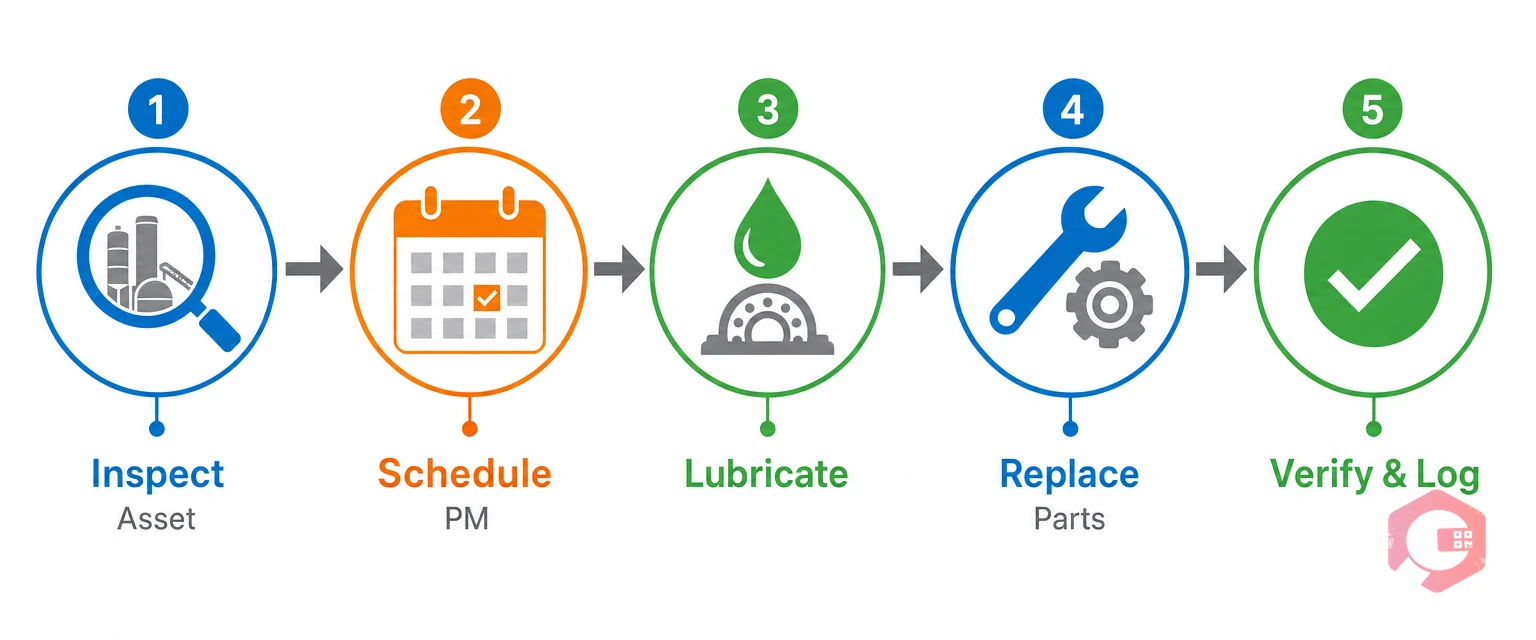
The single most reliable way to reduce downtime in cement plants is to perform maintenance before equipment fails. A well-structured preventive maintenance program for a cement plant needs to cover every critical asset across the production chain — from crusher feeders through the kiln to finish mills and packing equipment.
Effective cement plant PM programs share several characteristics. First, they are asset-specific. A generic maintenance checklist is not enough. Each major piece of equipment — the rotary kiln, each ball mill, each vertical roller mill — needs a tailored PM plan that reflects its actual failure modes, manufacturer recommendations, and historical repair patterns.
Second, they mix time-based and usage-based triggers. Kiln shell temperature scanning may be done weekly regardless of output. Separator bearing inspections might be triggered after every 500 operating hours. Cement mill liner inspections often happen at both planned intervals and after specific tonnage milestones. A CMMS that supports both calendar-based and meter-based PM scheduling is essential for managing this complexity.
Third, they include digital checklists that technicians can complete on mobile devices at the point of work. When inspection results are captured digitally and logged against specific assets, maintenance managers gain a growing database of condition data that reveals trends long before they become failures.
Preventive maintenance schedules are a major improvement over reactive maintenance, but they still have a limitation: they are based on time or usage estimates, not on the actual condition of the equipment. The next level of downtime reduction in cement plants comes from condition-based and predictive maintenance strategies.
Vibration analysis on rotary kiln support rollers and thrust rollers can detect oval tyre development and roller bearing wear weeks before they become critical. Thermal imaging on kiln shells reveals hot spots caused by refractory wear or coating loss before they progress to shell deformation. Online oil analysis on mill gearboxes and kiln drives monitors wear metal levels and lubricant degradation, giving maintenance teams advance warning of internal component wear.
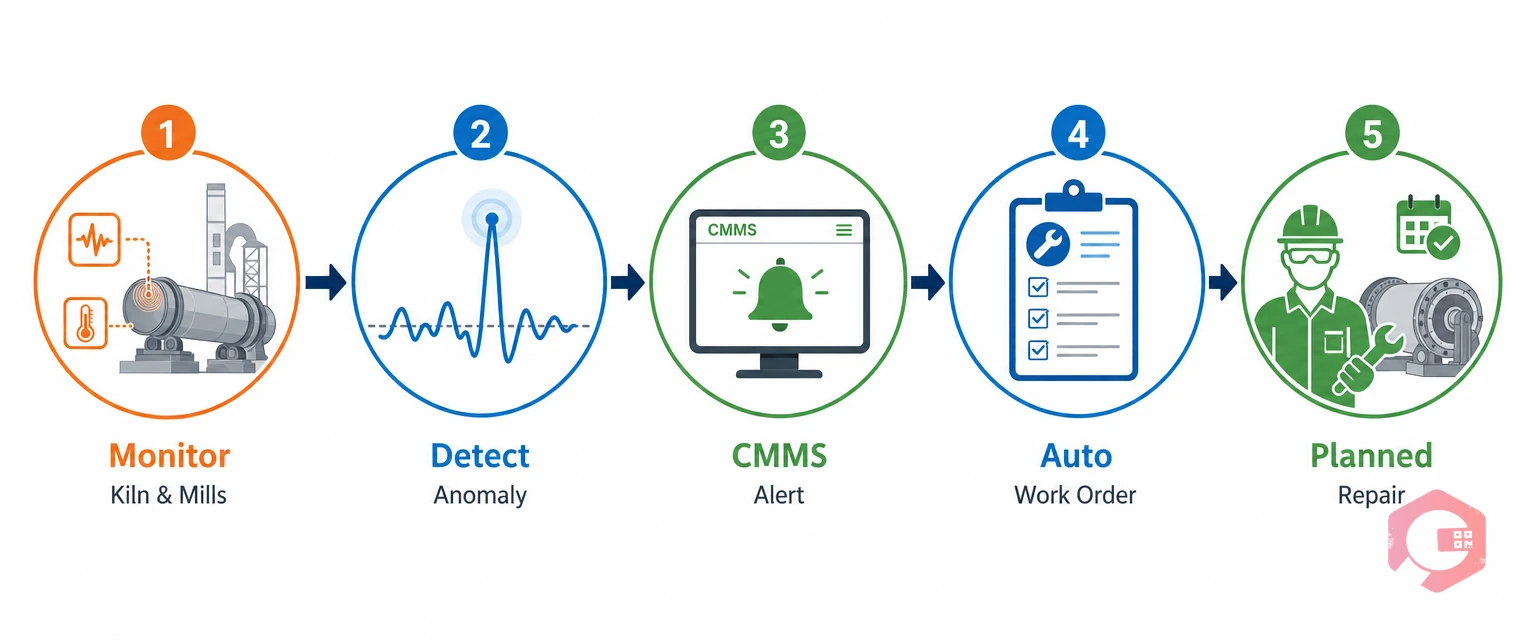
IoT-connected sensors can bring this monitoring capability into real time. When sensor readings from kiln tyre temperature probes, roller bearing vibration transducers, or SCADA data streams feed into a CMMS platform, the system can automatically generate work orders when readings cross defined thresholds — before a human would even notice a trend. Cryotos CMMS integrates directly with IoT devices and SCADA/PLC systems to receive real-time condition data and trigger automated maintenance responses.
In cement plants, a missing spare part can extend a three-hour repair into a three-day shutdown. Critical spare parts — kiln shell segments, riding rings, grinding mill liners, separator bearings, drive components — are expensive to stock but even more expensive to wait for. Finding the right balance is one of the most important and most often neglected aspects of cement plant maintenance management.
The starting point is a criticality-based spare parts strategy. Not every part deserves the same inventory investment. Parts that are critical to production, have long lead times, and cannot be sourced locally should be stocked on-site regardless of cost. Parts that are readily available from local suppliers within hours can be procured on demand. A CMMS with integrated inventory management makes this classification systematic rather than relying on tribal knowledge.
Cryotos CMMS tracks real-time spare parts inventory, links specific parts to the assets they support, and sends automatic alerts when stock falls below minimum thresholds. When a work order is created for a bearing replacement on a kiln support roller, the system can confirm parts availability before the job is scheduled — eliminating the scenario where a technician arrives at the work site to discover the bearing is not in stock.
Reducing downtime requires measuring it rigorously. Without reliable data on where time is being lost and why, maintenance decisions are based on intuition rather than evidence. Cement plants should track a core set of maintenance KPIs that reveal both the frequency and the impact of equipment failures.
Cryotos CMMS automatically calculates and displays these KPIs through its Business Intelligence dashboard, allowing plant managers to drill from plant-level summaries down to individual asset performance — and from there directly into the work orders that explain what happened and why.

Not all cement plant downtime is unplanned. Scheduled shutdowns for major maintenance — kiln relining, mill liner replacement, gearbox overhauls — are a necessary and important part of keeping plants running reliably. The difference between a well-managed shutdown and a disorganized one can be measured in days of production time.
Effective shutdown planning in cement plants requires a clear scope of work defined well in advance, spare parts pre-staged before the shutdown begins, contractor teams briefed and badged, and safety permits (Permit to Work, LOTO) managed systematically rather than through paper checklists. When a kiln shutdown involves work in confined spaces, work at height, and hot work simultaneously, the complexity of coordinating safety permits without a digital system creates both safety risk and schedule risk.
Cryotos CMMS includes digital Permit to Work and LOTO workflow management, allowing shutdown coordinators to issue, track, and close safety permits electronically across all concurrent work fronts. This removes the paper-chasing that slows down large cement plant shutdowns and creates a clean audit trail for safety compliance.
A Computerized Maintenance Management System is the operational backbone of a modern cement plant maintenance program. It centralizes everything that matters — asset records, PM schedules, work orders, spare parts inventory, downtime history, and maintenance KPIs — in a single platform accessible from the control room and from the plant floor on a mobile device.
For cement plants specifically, the most valuable capabilities a CMMS delivers are these:
The results that cement plants achieve with Cryotos are measurable. Customers using Cryotos CMMS report up to a 30% reduction in unplanned downtime and 25% faster repair times through better work order management, parts availability, and technician coordination. For a mid-size cement plant, a 30% reduction in unplanned downtime can represent millions of dollars in recovered production output annually.
If your plant is still managing maintenance through spreadsheets, paper work orders, and phone calls, the gap between where you are and what a CMMS makes possible is significant — and the path to close it is well-established. Cryotos Preventive Maintenance Software is designed to be deployed rapidly, with templates and workflows that can be configured for cement plant assets without months of custom development.
To explore how Cryotos can reduce downtime at your cement plant, visit www.cryotos.com or request a demo with our team. The conversation starts with your biggest maintenance pain point — and ends with a clearer picture of what reliable, data-driven cement plant maintenance looks like in practice.
Bearing failures caused by inadequate or delayed lubrication are among the most frequent causes of unplanned downtime in cement plants. Rotary kiln support rollers, thrust rollers, and ball mill pinion bearings operate under extreme loads and require precise lubrication intervals. When maintenance schedules slip or wrong lubricant grades are used, bearing temperatures rise and failures follow. Refractory wear causing kiln hot spots and shell deformation is the second most common major cause of extended unplanned shutdowns.
A CMMS reduces cement plant downtime by automating preventive maintenance scheduling so no tasks are missed, tracking spare parts inventory so critical components are available when needed, integrating with IoT sensors to detect early warning signs before failures occur, and providing maintenance KPI dashboards so management can identify reliability problems and target improvement efforts where they have the greatest impact.
The most important maintenance KPIs for cement plants are Mean Time Between Failures (MTBF), Mean Time to Repair (MTTR), Breakdown Duration Hours (BDH), Planned Maintenance Percentage (PMP), and Equipment Availability percentage. Together, these metrics reveal both the frequency and impact of failures, the speed of response, and the maturity of the preventive maintenance program. World-class cement plants target equipment availability above 92% and planned maintenance percentages above 80%.
Rotary kiln inspection frequency depends on the specific component. Kiln shell temperature scanning with infrared cameras is typically performed weekly or even continuously in automated systems. Support roller and thrust roller bearing temperatures are monitored daily. Kiln shell ovality measurement and tyre migration checks are usually performed monthly. A major internal refractory inspection requires a planned shutdown, typically scheduled every 12 to 24 months depending on production intensity and lining history.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











