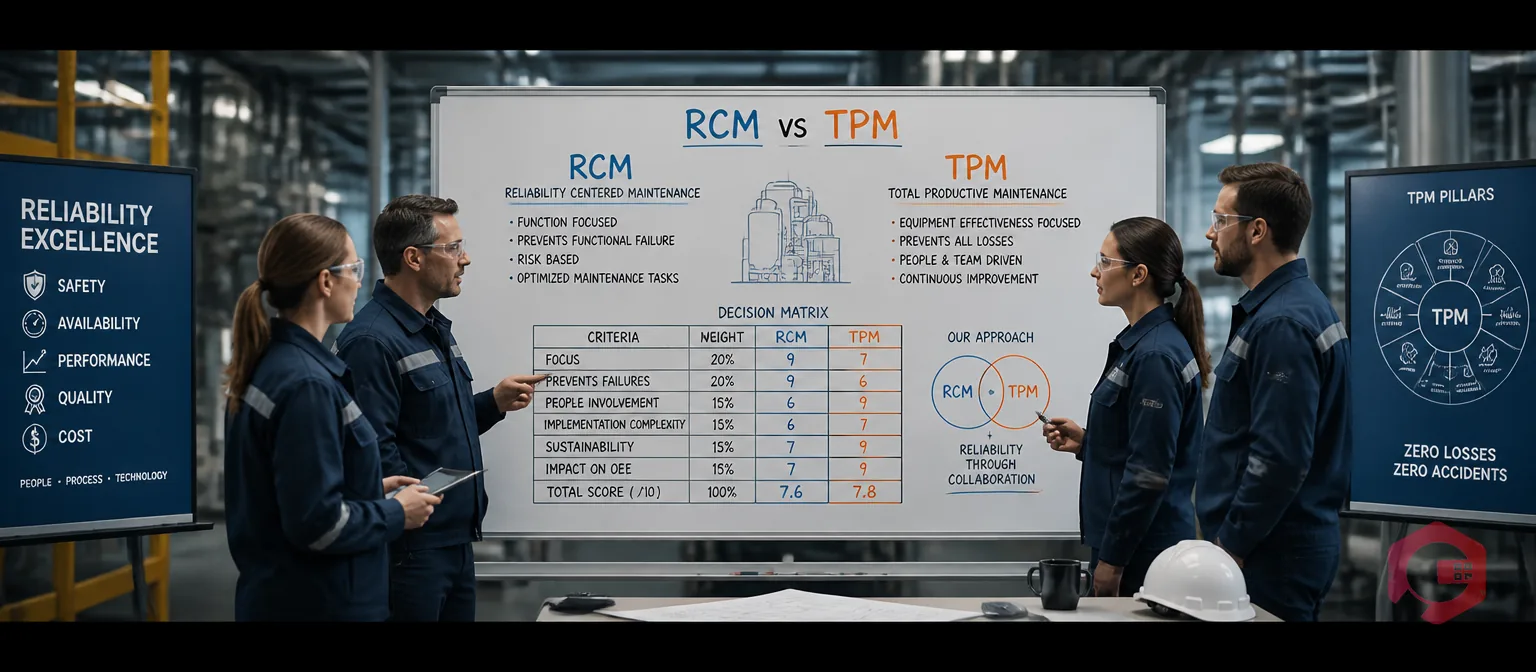
Reliability-Centered Maintenance (RCM) and Total Productive Maintenance (TPM) are two of the most widely used reliability strategies in industrial plants — but they solve different problems and demand different commitments. RCM focuses on preserving system function by analyzing failure modes and assigning the right maintenance task to each asset. TPM takes a broader approach, eliminating all losses across equipment, people, and processes through team-based ownership. Choosing the wrong one for your plant can waste budget, frustrate your workforce, and leave critical assets unprotected.
This guide breaks down how each strategy works, where it performs best, and how to decide which fits your operation — with a practical comparison table and implementation tips backed by real maintenance data.
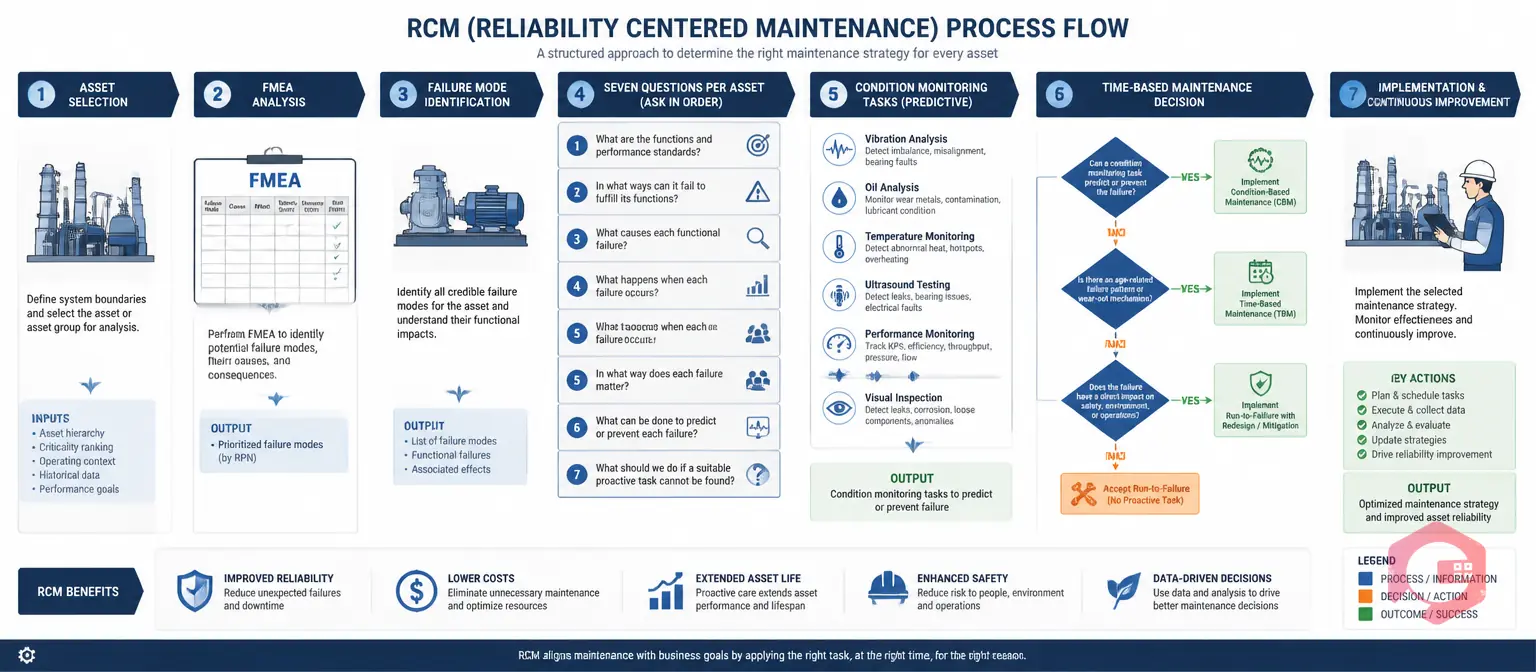
RCM is a systematic process for determining what maintenance tasks are required to keep any physical asset performing its required functions in its operating context. Developed originally for the commercial aviation industry in the 1970s — published in the landmark MSG-3 document — RCM has since become the standard reliability methodology in oil and gas, power generation, and defense sectors.
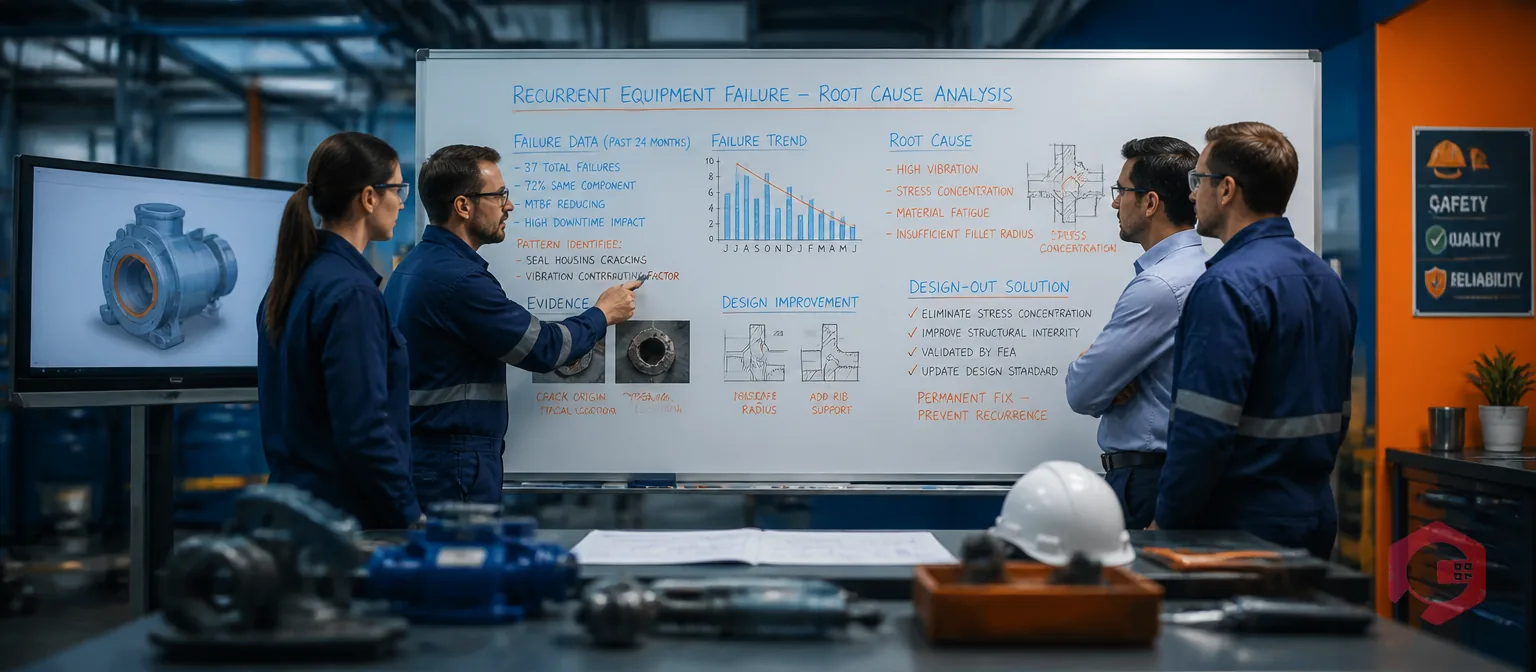
The process works through seven structured questions for every asset: What does it do? What happens when it fails? What causes that failure? What are the consequences? How can you detect or prevent it? What happens if you can't? The answers drive you toward the most cost-effective maintenance task — whether that's a time-based replacement, a condition-monitoring check, a redesign, or a deliberate run-to-failure decision.
RCM produces a Failure Modes and Effects Analysis (FMEA) for each asset, which feeds directly into your maintenance schedules. According to the Society for Maintenance and Reliability Professionals (SMRP), plants that implement RCM correctly typically see a 25–35% reduction in maintenance costs and a 10–25% improvement in asset uptime within three years. The trade-off is that RCM is analysis-intensive — a full program on a complex plant can take 12–18 months to complete and requires dedicated engineering resources.
TPM is a company-wide maintenance philosophy that aims for perfect production: zero breakdowns, zero defects, and zero accidents. Originally developed by Seiichi Nakajima at the Japan Institute of Plant Maintenance in the 1970s, TPM is built around eight pillars — autonomous maintenance, planned maintenance, quality maintenance, focused improvement, early equipment management, education and training, safety/health/environment, and administrative TPM.
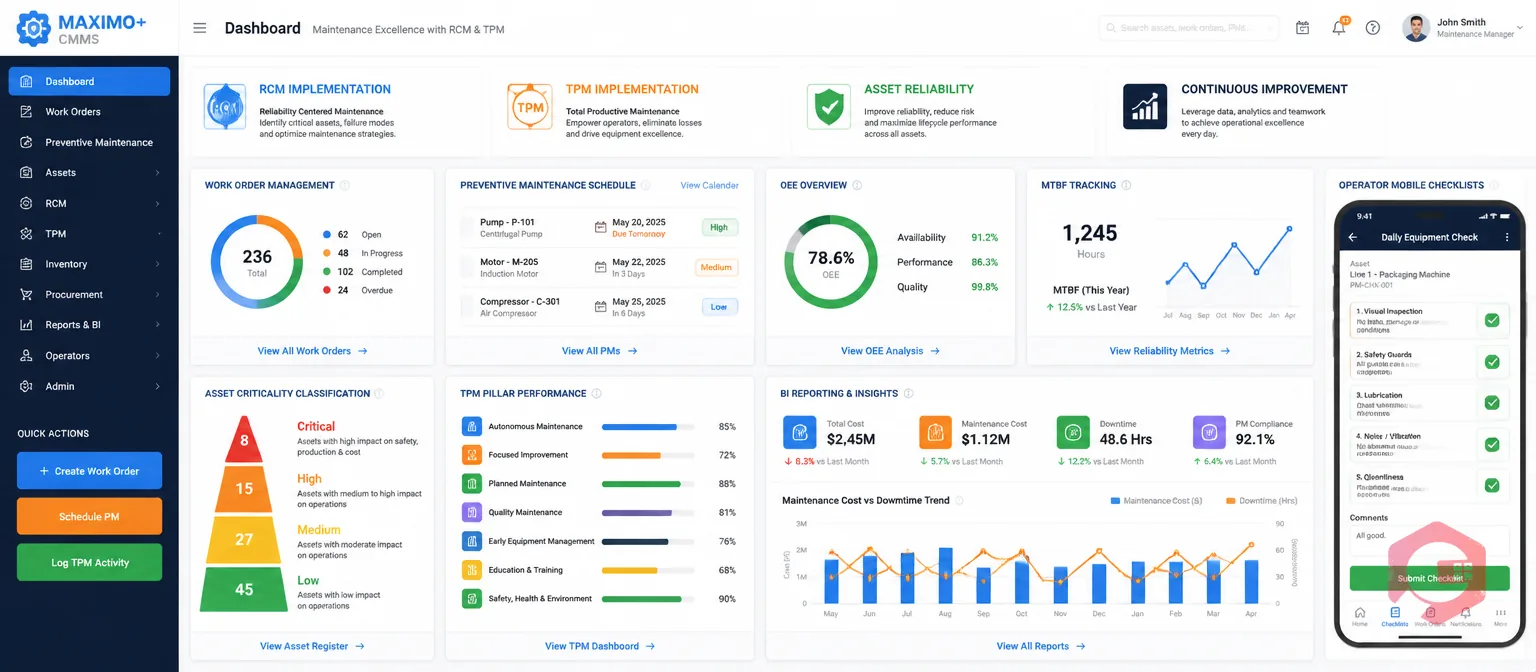
The most distinctive feature of TPM is autonomous maintenance: operators take ownership of basic care tasks like cleaning, lubricating, and inspecting their own equipment. This frees maintenance technicians to focus on higher-skill work while building a culture where everyone is responsible for equipment health. TPM tracks performance through Overall Equipment Effectiveness (OEE), which measures availability, performance, and quality simultaneously.
Plants that successfully implement TPM report OEE improvements of 15–25% and maintenance cost reductions of 20–30%, based on data from the Japan Institute of Plant Maintenance. However, TPM is as much a cultural transformation as a technical one. It requires sustained leadership commitment, operator training, and typically 3–5 years to reach full maturity. Discrete manufacturing environments — automotive, electronics, food and beverage — tend to see the strongest ROI from TPM because production lines run at high volume with repetitive cycles.

RCM is the stronger choice when asset failure has severe safety or financial consequences and when your maintenance team needs a defensible, data-driven rationale for every task on the schedule. In industries like oil and gas, power generation, and pharmaceutical manufacturing, a single unplanned failure can trigger regulatory shutdowns, environmental incidents, or multi-million-dollar losses per hour. RCM forces you to think through every failure mode systematically and assign the most appropriate response — which often means eliminating over-maintenance on non-critical assets while intensifying monitoring on the ones that matter most.
RCM also works well for aging or highly complex assets where failure patterns are not predictable by time intervals alone. Condition-based tasks — vibration analysis on rotating equipment, thermography on electrical panels, oil sampling on hydraulic systems — are natural outputs of an RCM analysis. Plants that pair RCM with IoT meter reading can automate the monitoring triggers that RCM identifies, closing the loop between analysis and execution.
TPM delivers the greatest return in environments where the same equipment runs the same product at high speed, day after day. In automotive assembly, food processing, or consumer electronics manufacturing, even small losses in speed, micro-stoppages, or quality defects compound into massive production losses over a year. TPM's OEE framework makes those losses visible and assigns ownership to the right team to eliminate them.
Autonomous maintenance — the cornerstone of TPM — is particularly powerful in plants where operators are physically close to their equipment throughout a shift. When operators take responsibility for cleaning, lubricating, and doing initial inspections, they catch early warning signs that a maintenance technician walking past once a day would miss. This operator involvement accelerates equipment knowledge transfer and reduces the volume of reactive work orders landing on the maintenance team. Preventive maintenance software that supports operator-initiated work requests can amplify this benefit significantly.
Yes — and in practice, many mature maintenance organizations do exactly that. The two strategies are complementary rather than competing. RCM provides the analytical backbone: it tells you what tasks are required and why for your most critical assets. TPM provides the organizational structure to execute those tasks reliably and to build a culture where every person on the plant floor is invested in equipment health.
A common integration pattern is to use RCM to develop the maintenance task list for critical and safety-related equipment, then use TPM's autonomous maintenance pillar to hand basic care tasks for lower-criticality equipment to operators. This gets the right level of rigor to the right assets without burning out your maintenance engineers on low-consequence items. Your asset maintenance management software should be able to classify assets by criticality, assign tasks by ownership level, and track compliance against both RCM-derived schedules and TPM pillar activities.
The MTBF calculator and MTTR calculator are useful tools for establishing your baseline before deciding which strategy to prioritize — if your mean time between failures is already strong but OEE is lagging due to speed losses, TPM is likely your better entry point. If failures are frequent and some carry safety or compliance consequences, start with RCM.
Neither RCM nor TPM delivers value without disciplined execution, and that's where a Computerized Maintenance Management System makes the difference. For RCM, your CMMS needs to support task-level documentation that ties back to the FMEA — so that every technician understands not just what to do, but which failure mode they're preventing and why. For TPM, your CMMS should support operator work requests, autonomous maintenance checklists, and OEE dashboards that teams can act on in real time.
Cryotos CMMS supports both approaches through its AI-powered work order management, drag-and-drop preventive maintenance scheduling, customizable maintenance checklists, and a real-time BI dashboard that tracks OEE, MTBF, MTTR, and downtime by asset and department. The mobile app with offline mode ensures technicians and operators can log activity anywhere on the plant floor, and the downtime tracking module captures the data you need to validate whether your chosen strategy is delivering results.
RCM tends to reduce unplanned downtime faster on complex, critical assets because it directly targets the failure modes that cause those events. TPM reduces downtime more broadly across the plant by improving equipment care discipline and catching small issues before they escalate. The best answer depends on where your unplanned downtime is concentrated — use your CMMS downtime data to identify the top five contributing assets before choosing an approach.
A focused RCM analysis on 20–30 critical assets typically takes 3–6 months with a trained facilitator and a cross-functional team. A plant-wide RCM program covering all maintainable items can take 12–24 months. Prioritizing assets by criticality and failure consequence shortens the timeline by focusing effort where it counts most.
Traditional preventive maintenance schedules tasks at fixed time intervals regardless of whether failure is time-dependent. RCM questions whether time-based maintenance is the right task at all for each specific failure mode — the output might be a time-based task, a condition-monitoring task, a redesign, or a conscious run-to-failure decision. RCM eliminates over-maintenance on failures that aren't age-related while ensuring the right response for failures that are.
Not always, but RCM does require facilitators trained in the methodology — either consultants or internal reliability engineers who have been through formal RCM training. Organizations like the Society for Maintenance and Reliability Professionals (SMRP) and the Asset Management Council offer recognized training programs. Using a CMMS that can store and track the resulting task library reduces the ongoing dependency on external support after the initial analysis.
Yes, though both need to be scaled appropriately. Smaller plants often benefit from a "Streamlined RCM" or "RCM2" approach that focuses only on the top 10–15 most critical assets rather than attempting a full plant-wide analysis. For TPM, start with one production line or cell, demonstrate measurable OEE improvement, then expand. A CMMS with a quick-start setup helps small teams capture data and build the maintenance history needed to sustain either program.
Choosing between RCM and TPM comes down to your plant type, your dominant loss driver, and the organizational culture you can realistically build and sustain. Process-heavy plants with safety-critical assets tend to get more from RCM's analytical rigor. High-volume discrete manufacturers get more from TPM's operator ownership and OEE focus. Many world-class maintenance organizations run both. Cryotos CMMS gives you the work order management, scheduling, checklist, and reporting capabilities to execute either strategy — or a hybrid of both — without the data gaps that cause reliability programs to stall. Book a free demo to see how Cryotos can support your reliability strategy.



Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











