SMED — Single Minute Exchange of Die — is a lean manufacturing methodology that reduces equipment changeover and setup time to under ten minutes (single-digit minutes). Developed by industrial engineer Shigeo Shingo while working with Toyota in the 1950s and formalised in his 1985 book A Revolution in Manufacturing, SMED is built on a deceptively simple insight: most of what happens during a changeover stop could be prepared and executed while the machine is still running. By separating activities that require the machine to be stopped from those that don't, manufacturers routinely cut changeover times by 50–70% without capital investment in new equipment.
This guide explains how SMED works, walks through the four implementation stages with practical examples, covers how to measure changeover performance before and after, and connects the methodology to the maintenance planning discipline that makes gains stick.

In lean manufacturing, every minute a machine spends changing over from one product run to the next is a minute it isn't producing. For high-volume, multi-product operations — automotive, food and beverage, pharmaceuticals, electronics — changeovers happen dozens or hundreds of times per week across a production line. The cumulative lost production time is significant. A machine that takes 90 minutes to change over and does this twice per shift loses 3 hours of production capacity every day. SMED aims to make that 90-minute changeover a 15-minute one.
The business case compounds in a lean environment. Long changeover times force manufacturers to run large batch sizes to justify the setup cost — which inflates work-in-progress inventory, lengthens lead times, and reduces production flexibility. When changeover time drops below 10 minutes, it becomes economically viable to run smaller batches more frequently, which enables just-in-time production, reduces finished goods inventory, and improves response to demand variation. This is why SMED is one of the foundational practices of the Toyota Production System and a prerequisite for genuine lean flow.
SMED also has a direct maintenance dimension. Every changeover is a planned equipment stop — a window during which technicians and operators are working on the machine. How that time is planned, coordinated, and documented has a direct impact on planned downtime totals and on the accuracy of OEE calculations. A poorly executed changeover can also introduce failure modes — incorrectly torqued fasteners, misaligned tooling, forgotten locking steps — that cause the next production run to start with defects or a breakdown. Treating changeover as a maintenance event, not just a production event, is what separates organisations that sustain SMED gains from those that don't.
| Activity Type | Definition | Examples | When Performed | SMED Action |
|---|---|---|---|---|
| Internal | Work that can only be done while the machine is stopped | Remove old die, install new die, adjust clamps, verify tooling height | Machine stopped only | Reduce time through standardisation, tooling prep, parallel working |
| External | Work that can be prepared or completed while the machine is still running | Fetch the next die, pre-heat tools, stage materials, prepare documentation | Before or after machine stop — machine running | Convert as much as possible from internal to external; execute before machine stops |
This distinction is the entire intellectual foundation of SMED. In most pre-SMED operations, activities that could be performed externally are routinely done internally — simply because no one has ever separated and classified them. The setup technician walks to the tool store to fetch the next die after the machine has stopped, because that's how it's always been done. SMED exposes this waste by requiring every activity in the changeover to be categorised: does this step require the machine to be stopped, or not?
Shingo's research found that in typical pre-SMED operations, 30–50% of the activities classified as “internal” could be converted to external with no engineering change — just pre-planning and a checklist. This single conversion step, without any other process improvement, typically reduces changeover time by 30–50%.
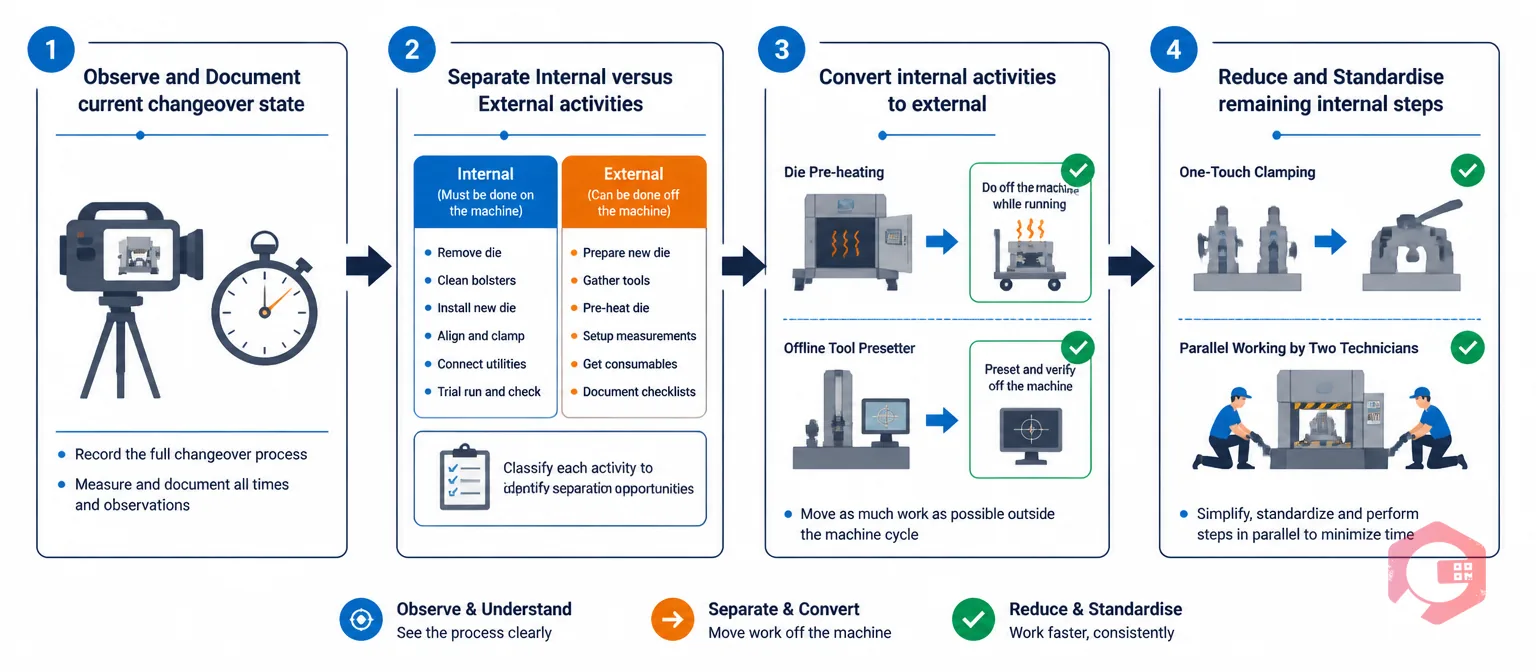
SMED implementation follows a structured four-stage process. Each stage builds on the previous one, and skipping stages undermines the durability of the results.
Stage 1 — Observe and document the current state. Before changing anything, time and film (if possible) the complete current changeover process from the moment the last good part is produced to the moment the first good part of the new run is produced. Capture every activity, every walk, every wait, every adjustment. This video and task list becomes the baseline against which all improvement is measured. Most organisations are genuinely surprised by how much time is consumed by activities they had never noticed — locating tools, waiting for approvals, re-adjusting because the first setting was wrong.
Stage 2 — Separate internal from external activities. Review the baseline documentation and classify each activity as internal (machine must be stopped) or external (can be done while machine runs). Then immediately execute the external activities before the machine stops on the next changeover. This stage alone — with no other changes — typically produces a 30–50% reduction in downtime. The discipline required is a pre-changeover preparation checklist that is completed before the machine stops.
Stage 3 — Convert internal activities to external. For each remaining internal activity, ask: is there a way to prepare this so the machine doesn't have to be stopped? Pre-heating a die so it doesn't need an extended warm-up period after installation is a classic example — the die reaches operating temperature externally, so the machine stops only long enough to swap the die, not to wait for it to heat up. Other common conversions include pre-staging materials at the machine, pre-setting tool heights offline with a presetter, and preparing standard setup parameters on a worksheet so they don't need to be calculated during the stop.
Stage 4 — Reduce and standardise remaining internal activities. The activities that genuinely must be performed while the machine is stopped are now the only target. Standard techniques here include: one-touch and functional clamping systems (replacing multiple bolts with a single cam-lock), standardised die heights so the same clamping setup works across products, colour-coded connectors and fittings that prevent wrong-part installation, and parallel working where two technicians perform non-conflicting internal tasks simultaneously. The maintenance checklist for the changeover — now capturing only the essential internal steps in the correct sequence — becomes a standard work document that every technician follows the same way every time.
SMED improvement requires a clear before-and-after measurement. The standard metrics are changeover time (measured from last good part to first good part of the next run), changeover frequency (how many changeovers per shift or per week), and the resulting lost production capacity.
Most operations measure changeover time inaccurately before they start SMED — either because no one has ever formally timed it, or because the recorded time is when the machine restarts rather than when the first good part is confirmed. A changeover that takes 45 minutes to physically complete but then produces 20 minutes of defect-laden startup parts is a 65-minute changeover for OEE purposes, not a 45-minute one. First-time quality after changeover is as important as changeover speed.
Your downtime tracking system should capture changeover events with a specific reason code — separate from unplanned breakdowns — so that changeover time can be trended over time and benchmarked against SMED targets. Plants that track changeovers and breakdowns in the same “downtime” bucket can't tell whether their OEE improvement is coming from better reliability or from faster changeovers. Keeping them separate is essential for knowing which improvement lever is working.
The OEE calculator treats changeover time as planned downtime that reduces the loading factor. As changeover time decreases through SMED, planned downtime falls, loading rises, and OEE improves — even if Availability (unplanned downtime) and Performance stay constant. This makes changeover time one of the fastest levers for improving OEE on high-changeover lines.

SMED is typically treated as a production engineering or lean project, but its long-term success depends on maintenance planning discipline. Three connections are particularly important.
First, the standardised changeover procedure produced by SMED Stage 4 is a maintenance document, not just an operating procedure. It specifies the correct torque values, the correct alignment dimensions, the correct lubrication points, and the correct functional checks before restart. If this document lives only on a laminated card at the machine and isn't captured in the work order management system, it gets modified informally over time — and SMED gains erode as technicians revert to habit rather than standard.
Second, many of the one-touch clamping systems, presetter tools, and standardised fixtures introduced during SMED Stage 4 are themselves maintenance assets. They need calibration schedules, inspection intervals, and spare parts stocking. A presetter tool that drifts out of calibration will cause the first-pass quality failures after changeover that undermine confidence in the SMED programme. These maintenance requirements need to be captured in preventive maintenance schedules, not left to chance.
Third, changeover events are natural opportunities to perform brief inspection tasks that don't justify their own planned stop but benefit from the machine being in a known, accessible state. Integrating inspection items into the changeover checklist — check hydraulic fluid level, inspect guard condition, confirm coolant concentration — adds no downtime (the machine is already stopped) but captures condition data that supports condition-based maintenance on equipment that runs continuously between changeovers. This is a direct application of lean maintenance thinking to changeover events.
SMED was originally developed for press shops in automotive manufacturing, where die changes on large stamping presses could take four to eight hours. Today it's applied across a much wider range of industries with consistently strong results.
In food and beverage manufacturing, SMED is applied to packaging line changeovers — switching from one bottle size, label, or cap to another. Changeover times of 60–90 minutes are common pre-SMED; post-SMED results of 15–25 minutes are routinely achieved. The direct benefit is the ability to run shorter product runs without the inventory cost that previously justified large batches.
In pharmaceutical manufacturing, SMED applies to product changeovers on tablet presses, filling lines, and packaging equipment where regulatory cleaning and verification steps add to the internal activity time. The SMED discipline of separating cleaning verification documentation (external — can be prepared in advance) from the physical cleaning itself (internal — machine must be stopped) has produced significant changeover reductions in regulated environments.
According to the Lean Enterprise Institute, implementations of SMED typically achieve 50% changeover reductions in the first pass, with many reaching 75% over subsequent iterations. Toyota's own documented results from early SMED work showed a reduction in press changeover from four hours to three minutes — the result that gave the methodology its name and demonstrated what was possible with systematic application.
Many organisations achieve impressive initial SMED results — a 60% reduction in changeover time documented in a kaizen event — and then find themselves back to the old changeover time within six months. The reasons are consistent.
The most common cause is that the improved procedure was never formally documented and embedded in the work order system. The kaizen team designed a faster changeover process, the participants know how it works, but when those people go on holiday or move roles, the team reverts to the familiar old approach. Standard work without a system to enforce and measure it is just a suggestion.
The second most common cause is that the enabling equipment — the quick-clamp systems, the presetter tool, the colour-coded fixtures — breaks down or drifts and isn't maintained. Restoring a quick-clamp system to its original function requires knowing it needs maintenance, having the spare parts, and having a technician who understands it. All three require the SMED equipment to be in the asset maintenance management system with its own PM schedule and parts list.
The third cause is measurement drift. If changeover time stops being measured — because the kaizen project ended and no one is tracking it anymore — the slow creep back to old times goes unnoticed until someone does a fresh stopwatch study and is shocked by the result. BI dashboards that track changeover time as a live production KPI, updated with each changeover, prevent this drift by making the regression visible in real time rather than after six months.
SMED stands for Single Minute Exchange of Die. “Single minute” refers to the goal of performing changeovers in single-digit minutes — i.e., under 10 minutes — not necessarily exactly one minute. “Die” refers to the press tooling that was the original focus of Shigeo Shingo's work at Toyota, but the methodology applies to any changeover or setup activity where a machine transitions from one product or configuration to another.
SMED is a specific methodology for reducing changeover time. A kaizen event is an intensive short-duration improvement workshop (typically 3–5 days) that can be used to implement SMED, among other improvements. Many organisations run SMED kaizen events — applying the SMED four-stage framework during a focused workshop — but SMED can also be implemented gradually over weeks or months without a formal kaizen event structure. The two are complementary, not synonymous.
Yes — the same internal/external separation logic applies to planned maintenance shutdowns. Activities that can be staged, pre-ordered, pre-kitted, or pre-planned before the machine stops are external; activities that require the machine to be fully de-energised or disassembled are internal. Applying SMED thinking to major planned maintenance events — turnarounds, overhauls, annual inspections — routinely reduces planned downtime duration by 30–50% and is the basis of what the maintenance profession calls shutdown planning and optimisation.
SMED and TPM are both pillars of the Toyota Production System and work in the same direction. TPM focuses on eliminating the Six Big Losses from equipment — including setup and adjustment losses, which is exactly what SMED addresses. An organisation implementing TPM's planned maintenance pillar alongside SMED will find that the two reinforce each other: SMED reduces the duration of setup losses, while TPM's autonomous maintenance practices reduce the number and duration of breakdown losses, both contributing to OEE improvement.
SMED is most impactful in high-changeover, repetitive production environments, but the principles apply anywhere setup time is a constraint. In job shops and small-batch environments, the key distinction is that changeover procedures may vary more between runs — which makes standardising external preparation even more important, since the technician must prepare the right tooling, fixtures, and materials for a specific job before the machine stops. Digital work orders with job-specific setup instructions sent to the technician before the changeover begins is the job-shop equivalent of SMED's external preparation checklist.
SMED is one of the most direct routes to OEE improvement available to any multi-product manufacturer — but the gains only compound and sustain when the improved changeover process is treated as a documented standard work procedure, the enabling equipment is maintained, and changeover time is tracked as a live KPI rather than a one-time kaizen metric. Cryotos CMMS supports all three requirements: the maintenance checklist module captures and enforces standardised changeover procedures, the preventive maintenance scheduler keeps SMED-enabling equipment calibrated and functional, and the real-time BI dashboard tracks changeover time alongside other OEE components so regression is caught immediately. Book a free demo to see how Cryotos helps lock in SMED gains.



Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











