
Total Productive Maintenance (TPM) is a manufacturing strategy built on eight structured pillars — each designed to eliminate a specific category of production loss so facilities can achieve zero breakdowns, zero defects, and zero accidents. Developed by Seiichi Nakajima at the Japan Institute of Plant Maintenance (JIPM) in the 1970s, TPM shifts maintenance responsibility from a specialist function to a shared, company-wide discipline.
The 8 pillars of Total Productive Maintenance are: Autonomous Maintenance, Focused Improvement, Planned Maintenance, Quality Maintenance, Early Equipment Management, Training and Education, Safety Health and Environment, and Administrative and Office TPM.
Plants that fully implement all 8 pillars consistently report Overall Equipment Effectiveness (OEE) improvements of 15–25% within three years of deployment. This guide covers every pillar in depth — what it targets, how to implement it, and which KPIs confirm it's working.
Key Takeaways
Total Productive Maintenance is a structured approach to maximizing equipment effectiveness by involving every employee — from operators to senior management — in maintaining and improving production assets. Unlike traditional maintenance models where only the maintenance department touches equipment, TPM makes every operator an active participant in asset care.
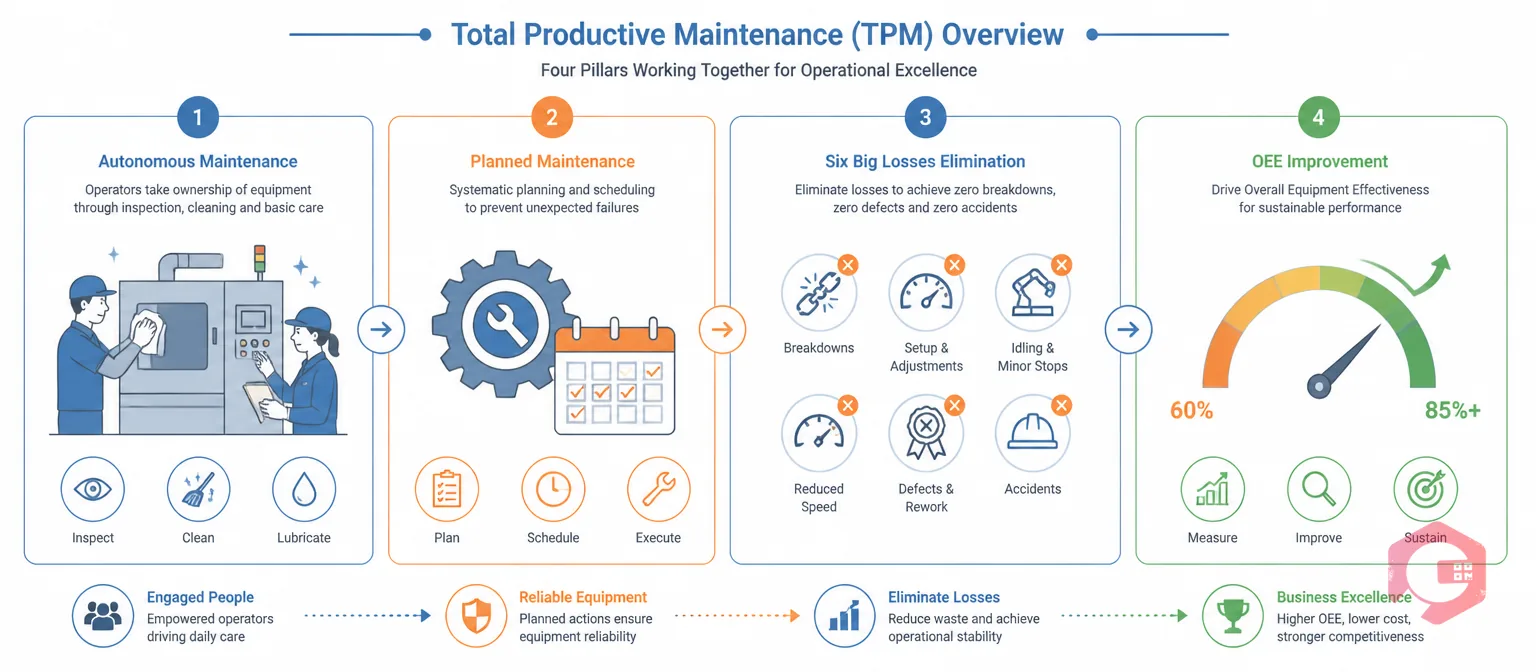
TPM targets the Six Big Losses in manufacturing: equipment failures, setup and adjustment delays, idling and minor stoppages, reduced speed, process defects, and reduced yield. Each of the eight pillars is designed to eliminate one or more of these losses through disciplined, structured activity.
According to Reliable Plant, facilities that achieve JIPM TPM certification report an average 45% reduction in maintenance costs and a 50% increase in equipment uptime over a three-to-five year implementation period. These are not theoretical gains — they are measured outcomes from facilities that committed to all 8 pillars simultaneously.

Autonomous Maintenance transfers basic equipment care — cleaning, inspection, lubrication, and minor adjustments — from maintenance technicians to the operators who run the machines every day. The Japanese term Jishu Hozen translates roughly as "self-reliance maintenance."
The logic is straightforward: operators spend more time with their machines than anyone else. They are the first to notice vibration changes, unusual heat, odd smells, or subtle performance shifts. When they are trained and empowered to respond to these signals, minor issues get addressed before they become failures.
Implementation follows a seven-step progression defined by JIPM:
Cryotos supports Autonomous Maintenance with digital maintenance checklists that operators complete on mobile devices during their shift — with photo capture for defects and automatic escalation to the maintenance team when a tagged issue requires specialist attention.
KPIs for Pillar 1: Number of defects tagged by operators (monthly), time between operator-identified defect and resolution, cleaning/inspection checklist completion rate.
Focused Improvement — Kobetsu Kaizen in Japanese — targets chronic losses in the production system through structured, cross-functional improvement projects. Rather than accepting recurring equipment problems as "normal," Kobetsu Kaizen treats them as defined problems with root causes that can be found and permanently eliminated.
Each project follows a disciplined cycle: select a specific chronic loss (a machine that keeps overheating, a changeover that always runs long), form a small cross-functional team, analyze the loss using tools like root cause analysis and Why-Why analysis, implement countermeasures, and verify the improvement holds.
The difference between Kobetsu Kaizen and general "continuous improvement" is specificity. Each project has a defined target loss, a measurable baseline, a deadline, and a confirmed outcome. Teams report project results in a standard format so learnings can be replicated across the facility.
Cryotos enables Focused Improvement with its work order management module, which captures failure mode, cause, and corrective action on every closed work order. Over time, this builds the failure pattern data that Kobetsu Kaizen teams need to identify their highest-impact improvement targets.
KPIs for Pillar 2: Number of Kobetsu Kaizen projects completed per quarter, OEE improvement per project, recurrence rate of addressed failure modes.
Use the OEE Calculator to establish your baseline before starting a Focused Improvement project — so you can measure exactly what each improvement delivers.
Planned Maintenance is the systematic shift from reactive repairs to scheduled, data-driven maintenance. It is the pillar that most directly reduces unplanned downtime and maintenance cost — and the one that most CMMS implementations are designed to support.
Under Planned Maintenance, every asset has a documented maintenance plan based on manufacturer recommendations, failure history, and operating conditions. Tasks are scheduled and completed before failures occur, not after. Spare parts are stocked and kitted in advance. Technicians arrive prepared — with the right parts, tools, and documented procedure — rather than improvising under pressure.
The backbone of a strong Planned Maintenance program is accurate MTBF data. Mean Time Between Failures tells you how often each asset typically fails, which determines how frequently preventive tasks need to run. Without failure history, maintenance intervals are guesses. With it, they're evidence-based decisions.
Cryotos preventive maintenance software supports both calendar-based and usage-based PM triggers — scheduling tasks by date, runtime hours, cycles, or IoT sensor readings. Dynamic PMs adjust their intervals automatically based on actual asset usage rather than fixed calendar dates, reducing unnecessary maintenance on lightly-used equipment while protecting heavily-loaded assets.
KPIs for Pillar 3: PM compliance rate (planned vs. completed), planned-to-unplanned maintenance ratio, mean time between failures (MTBF), wrench time percentage.
Quality Maintenance — Hinshitsu Hozen — addresses the relationship between equipment condition and product quality. The core principle is that defects are caused by specific, identifiable deviations in machine condition. Correct the condition, and you eliminate the defect at the source rather than inspecting it out downstream.
Quality Maintenance starts by mapping the "4Ms" for each quality characteristic: the Machine conditions, Material properties, Method parameters, and Man-related factors that determine whether a process produces good output or defects. For each quality characteristic, the team identifies the acceptable range of machine conditions that guarantee good product — and makes those conditions easy to monitor and maintain.
When a quality defect occurs, the first question in Hinshitsu Hozen is not "how do we sort this batch?" It is "which machine condition has drifted out of specification?" This shifts quality management from end-of-line inspection to in-process control — which is dramatically more efficient and less costly.
Cryotos supports Quality Maintenance through its downtime tracking module, which records quality-related stoppages separately from mechanical failures. When a machine is stopped for quality reasons, the data feeds directly into the Hinshitsu Hozen analysis cycle — identifying which equipment conditions are correlated with quality events.
KPIs for Pillar 4: Defect rate per machine (PPM), quality-caused downtime hours per month, number of quality defect recurrences after countermeasure implementation.
Early Equipment Management applies maintenance knowledge to the design and commissioning of new equipment before it enters production. The principle is simple: the cheapest time to fix a reliability problem is before the machine is built. Every reliability issue discovered during design costs a fraction of what it would cost to address after commissioning.
In practice, Early Equipment Management creates a formal feedback loop between the maintenance team and the engineering/procurement team responsible for new equipment purchases. Maintenance engineers document the failure history, difficult-to-maintain areas, and spare parts challenges of existing equipment — and this knowledge directly informs the specifications for new assets.
The goal is "Maintenance-Free Design" — equipment that is easy to clean, inspect, and lubricate without tools or confined space entry; that uses standardized components already in the spare parts inventory; and that has service access designed in from the start rather than bolted on afterward.
According to the Society for Maintenance and Reliability Professionals (SMRP), facilities that apply reliability engineering principles during equipment procurement reduce post-commissioning corrective maintenance by up to 30% compared to facilities that purchase based on acquisition cost alone.
KPIs for Pillar 5: Time from commissioning to stable production (commissioning ramp time), number of design-related work orders in the first six months of operation, maintenance cost in the first year vs. target.
Training and Education ensures that every person involved in TPM — operators, technicians, supervisors, and managers — has the specific knowledge and skills their TPM role requires. This is not generic safety training or onboarding. It is competency-based development tied directly to what each role needs to perform within the TPM system.
For operators, training focuses on understanding their machines: how they work, what normal operation looks and sounds like, how to perform the inspection tasks in their autonomous maintenance checklist, and how to recognize and report abnormalities. For maintenance technicians, training develops deeper diagnostic, calibration, and repair skills that free them to handle increasingly complex tasks as operators take over routine care. For engineers, training covers reliability principles, FMEA, and Early Equipment Management.
The training needs matrix is a practical tool used in this pillar: it maps each role against the competencies required for TPM and identifies gaps. Training activities — workshops, OJT, certification programs — are then targeted at closing those specific gaps rather than running generic programs.
KPIs for Pillar 6: Training hours per employee per quarter (by role), competency assessment scores before and after training, percentage of operators certified for autonomous maintenance steps 1–3.
The Safety, Health, and Environment pillar aims to achieve zero accidents, zero health incidents, and zero environmental violations through the TPM system. In a mature TPM facility, safety is not a separate program that runs in parallel — it is built into every standard, every procedure, and every operator routine.
Autonomous Maintenance activities directly support safety: clean, well-maintained equipment is inherently safer than dirty, deteriorated equipment. Lubrication prevents friction heat and fire hazards. Proper fastener torque prevents guards from loosening. Visual inspection catches fraying cables and leaking hydraulic lines before they cause incidents.
The SHE pillar adds deliberate, systematic safety activities on top of this foundation: safety dojo training for hazard identification and lockout/tagout (LOTO) procedures, near-miss reporting systems, environmental impact assessments for maintenance chemicals and lubricants, and ergonomic improvements to reduce operator strain injuries during AM activities.
Standards such as ISO 55000 and OSHA guidelines align directly with TPM's SHE pillar by requiring that asset management activities account for safety and environmental risks throughout the asset lifecycle — not just at point-of-failure response.
KPIs for Pillar 7: Lost-time injury rate (LTIR), near-miss reports filed per month, number of safety-related AM defects identified and resolved, environmental non-compliance incidents.
Administrative and Office TPM extends the TPM philosophy beyond the factory floor into the support functions that affect production efficiency — purchasing, scheduling, engineering, finance, and HR. The idea is that waste and loss in office processes creates just as much inefficiency as machine downtime, even if it's less visible.
Office TPM applies the same tools used on the shop floor — 5S, visual management, Kaizen, and elimination of the eight wastes — to administrative processes. This might mean streamlining the work order approval process to reduce the lag between defect identification and repair authorization. Or improving the spare parts procurement workflow to eliminate the "waiting for parts" category from your downtime data. Or standardizing shift handover documentation so maintenance technicians always have complete information when they start a repair.
The link between Administrative TPM and production is often direct. Many apparent machine problems are actually process problems: delayed repair approvals, missing documentation, poor spare parts visibility, or ineffective planning. Pillar 8 surfaces and eliminates these administrative losses so the other seven pillars can function at full effectiveness.
KPIs for Pillar 8: Work order approval cycle time, administrative errors per 100 work orders, spare parts stockout rate, maintenance planning schedule adherence.
Understanding what makes TPM structurally different from conventional maintenance helps clarify why implementing all 8 pillars — not just running a PM schedule — produces better outcomes.
| Dimension | Traditional Maintenance | TPM |
|---|---|---|
| Who does maintenance? | Maintenance department only | Operators + maintenance team + engineers |
| When does maintenance happen? | After failure (reactive) or on fixed schedule | Before failure, based on condition and data |
| How are defects handled? | Repaired after impact on production | Identified during AM and addressed proactively |
| Quality responsibility | Quality department inspects output | Equipment conditions are controlled at source |
| New equipment | Reliability issues found post-commissioning | Reliability designed in before procurement |
| KPI focus | MTTR, cost per repair | OEE, MTBF, PM compliance, defect rate |
The biggest structural difference is ownership. In traditional maintenance, the machine is the maintenance department's responsibility. In TPM, every operator owns their equipment's basic condition. This distributed ownership is what makes TPM's zero-breakdown goal achievable — because problems are caught at the source, by the people closest to the equipment.
Each pillar needs its own measurement system to confirm implementation is working and identify where effort is still needed. The table below summarizes the primary KPI for each pillar alongside its baseline measurement approach.
| Pillar | Primary KPI | Target Benchmark |
|---|---|---|
| 1. Autonomous Maintenance | AM checklist completion rate | ≥95% on-time completion |
| 2. Focused Improvement | OEE improvement per project | ≥2% OEE gain per completed project |
| 3. Planned Maintenance | PM compliance rate | ≥90% tasks completed on schedule |
| 4. Quality Maintenance | Defect rate per machine (PPM) | Zero recurring quality defects |
| 5. Early Equipment Management | Commissioning ramp time | Design target ≤30 days to stable OEE |
| 6. Training and Education | % operators certified for AM steps 1–3 | 100% certification within 12 months |
| 7. Safety, Health, Environment | Lost-time injury rate (LTIR) | Zero LTIs; near-miss reports ≥5/month |
| 8. Administrative TPM | Work order approval cycle time | ≤24 hours from defect to work order creation |
Track these KPIs monthly and review trends quarterly. The goal is not to hit a number — it is to see the trend moving consistently in the right direction. Stagnant KPIs signal that the pillar activity has become routine without driving improvement, which is the time to run a focused review.
Successful TPM implementation runs in four phases over 18–36 months. Trying to launch all 8 pillars simultaneously fails in almost every case — the organization cannot absorb that much change at once. A phased approach builds each layer on the foundation of the previous one.
The Plant Engineering Annual Maintenance Survey consistently finds that facilities with a documented TPM roadmap and executive sponsorship achieve full implementation two years faster than those running bottom-up initiatives without management structure.
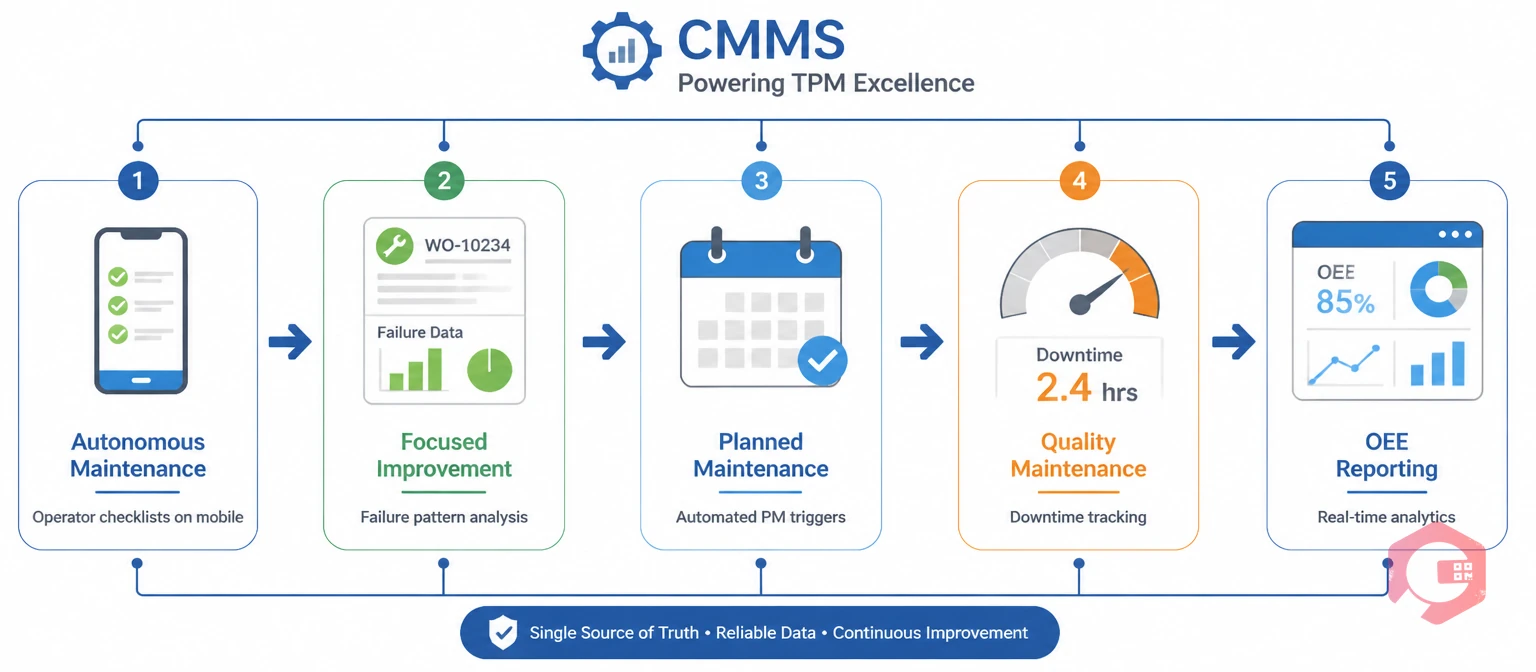
TPM generates and depends on large volumes of maintenance data — asset histories, failure patterns, PM compliance records, training logs, and quality events. Managing this data manually limits how effective each pillar can be. A CMMS provides the data infrastructure that makes TPM practical at scale.
Maintenance teams using Cryotos report a 30% reduction in unplanned downtime — a direct outcome of the planned-to-reactive shift that Pillars 1, 2, and 3 drive, accelerated by having clean, complete data at every stage of the improvement cycle.
The 8 pillars of TPM are: (1) Autonomous Maintenance, (2) Focused Improvement, (3) Planned Maintenance, (4) Quality Maintenance, (5) Early Equipment Management, (6) Training and Education, (7) Safety, Health, and Environment, and (8) Administrative and Office TPM. Each pillar targets a specific category of production loss and together they form the complete TPM system.
Autonomous Maintenance (Pillar 1) is often considered foundational because it changes who is responsible for basic equipment care. Without operators actively maintaining their machines, the other pillars are built on unstable ground — planned maintenance intervals get missed, quality conditions drift undetected, and improvement projects address problems that should have been prevented at the operator level. That said, all 8 pillars are interdependent and must be implemented together to achieve TPM's goals.
Full implementation across an entire facility typically takes 3–5 years. A phased approach starting with a pilot area can produce measurable OEE improvements within 12–18 months. JIPM TPM Award certification — the recognized benchmark for full implementation — requires demonstrated results sustained over at least three years.
Preventive maintenance is one component of TPM's Pillar 3 (Planned Maintenance) — it is the practice of scheduling equipment care tasks before failures occur. TPM is a broader system that includes autonomous maintenance by operators, structured improvement projects, quality control through equipment conditions, safety management, and training. Preventive maintenance without the other TPM pillars still produces reactive behavior when operator-level defects go undetected and when improvement projects never address root causes.
OEE (Overall Equipment Effectiveness) measures the percentage of planned production time that is truly productive — accounting for availability losses (breakdowns and changeovers), performance losses (speed reduction and minor stoppages), and quality losses (defects and yield). In a TPM program, OEE is the primary scorecard that tells you whether all 8 pillars are working together. World-class OEE is typically cited as 85% for a single-machine process; most facilities start below 60% and use TPM to close the gap systematically.
TPM works when all 8 pillars are implemented together, measured consistently, and owned by every level of the organization — not just the maintenance department. Schedule a free demo to see how Cryotos supports all 8 TPM pillars with purpose-built maintenance tools for autonomous inspections, planned maintenance scheduling, downtime analysis, and OEE reporting.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











