
How predictive maintenance protects curing presses, Banbury mixers, calenders, and TBMs in tyre plants. Sensor mapping, comparison with reactive and preventive PM, and a clear 6-step rollout.
Predictive maintenance (PdM) for tyre manufacturing uses real-time sensor data, condition monitoring, and AI-driven analytics to spot equipment failures before they hit production. In an industry where one unplanned curing press stoppage can cost tens of thousands of dollars in lost output, scrapped tyres, and overtime, PdM has moved from luxury to competitive must-have.
Tyre plants run some of the most demanding machinery in heavy industry: Banbury mixers, calenders, bead winders, tyre building machines (TBMs), and high-pressure curing presses. They run continuously, often 24/7, under high heat and pressure. When one fails, it does not just stop a single machine. It halts entire lines, wastes uncured compound, and breaks delivery commitments.
This guide covers why tyre equipment needs PdM, the highest-priority assets, how the system actually works on the floor, a clear comparison of reactive, preventive, and predictive maintenance, a six-step rollout, and the KPIs that prove the program is paying off.
Key Takeaways

Tyre manufacturing is uniquely punishing. Mixing mills process abrasive compounds at high temperatures. Calenders apply precise pressure through heavy rollers that cycle thousands of times per shift. Curing presses run above 200 bar and 180°C. Every machine in the chain takes extreme stress, and when one fails, the impact is immediate and expensive.
Industry data puts unplanned manufacturing downtime at an average $50,000 per hour once you add lost production, wasted material, emergency labor, and expedited parts. Tyre plants sit at the upper end because the process flow is continuous: a stopped press scraps the tyre in the mould, raw compound degrades when it sits, and the bottleneck ripples downstream to shipping.
Time-based PM helps but has gaps. A press serviced every 500 hours can still fail at hour 480 from a bearing issue that started after the last service. PdM closes that gap. It watches the asset continuously, flags early degradation, and triggers maintenance only when the data says so.

Curing presses are the heart of tyre manufacturing. A press failure mid-cycle ruins the tyre in the mould, damages the bladder, and takes hours to recover. Vibration sensors on press motors, temperature sensors on heating platens, and pressure transducers on hydraulic circuits give early warning of bladder wear, hydraulic seal degradation, and motor bearing issues before any shutdown.
Banbury mixers compound raw rubber with carbon black, sulfur, and chemicals. They run at high torque and generate enormous heat. Rotor bearings, seals, and drive gears wear fast. Vibration analysis on rotors and thermal imaging on gearboxes typically give 8 to 12 days of advance warning, enough to schedule a planned repair during a shift break or weekend.
Calenders apply rubber to textile or steel cord through precision rollers. Roller bearings, hydraulic gap-control systems, and drive motors are the most failure-prone parts. Calender downtime costs extra because cord material may need to be scrapped if it cools out of spec. Bearing temperature and vibration monitoring catch problems early.
TBMs assemble inner liner, body plies, beads, sidewalls, and tread on a rotating drum. The pneumatic, hydraulic, and servo systems are complex. Servo motor health, pneumatic pressure stability, and drum concentricity are key parameters. PdM on servo drives catches encoder drift and motor degradation before precision is lost.
Semi-finished tyre components ride between stages on conveyors. A seized bearing at the wrong moment stops a whole production cell. Acoustic emission sensors and vibration monitors on drive motors are cost-effective tools for these small but critical failures.
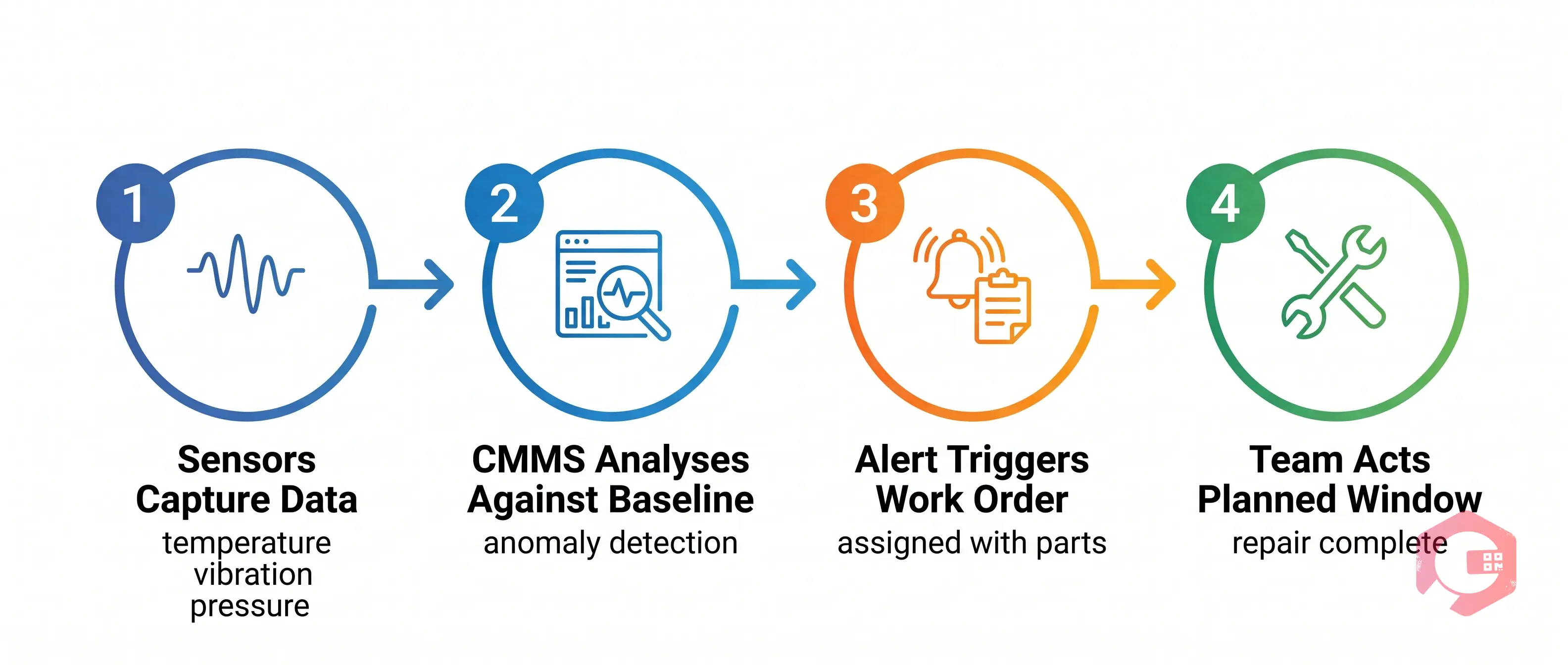
PdM in a tyre plant runs as a single loop from sensor to action. The same loop covers presses, mixers, and calenders.
Tyre plant maintenance teams almost always run all three strategies in parallel. The trick is to use each one where it fits.
| Factor | Reactive | Preventive (Time-Based) | Predictive |
|---|---|---|---|
| Trigger | Equipment fails | Fixed time or usage interval | Sensor data crosses threshold |
| Downtime risk | Very high | Medium | Low |
| Parts waste | Low (only at failure) | High (replaced on schedule) | Minimal (replaced as needed) |
| Cost over time | Highest (emergency) | Medium | Lowest |
| Best for | Light bulbs, basic belts, low-criticality items | Conveyor motors, auxiliary pumps | Curing presses, Banbury mixers, calenders, TBMs |
| Failures prevented | 0% | About 30% | 30%–50% of remaining failures |
| Asset life impact | Shortest | Average | Longest (15%–25% extension) |
The right answer for a tyre plant is a hybrid. Apply PdM to high-criticality, high-cost assets. Use time-based PM on mid-priority equipment. Allow low-cost, easily replaceable parts to run to failure.
Picking the right sensor for the right failure mode is the difference between catching a problem early and collecting noise. The table below maps the most common tyre plant failure modes to the sensor that catches them best.
| Equipment | Common Failure Mode | Best Sensor |
|---|---|---|
| Curing press | Hydraulic seal degradation | Pressure transducer + vibration |
| Curing press | Heating element burn-out | Platen temperature sensor |
| Curing press | Bladder fatigue | Bladder pressure sensor |
| Banbury mixer | Rotor bearing failure | Vibration accelerometer |
| Banbury mixer | Drive gearbox overheating | Oil temperature + thermal imaging |
| Calender | Roller bearing wear | Vibration + bearing temperature |
| Tyre building machine | Servo encoder drift | Motor current + position feedback |
| Conveyor drive | Bearing failure | Acoustic emission + vibration |
| Pneumatics | Air leaks | Ultrasonic leak detector |
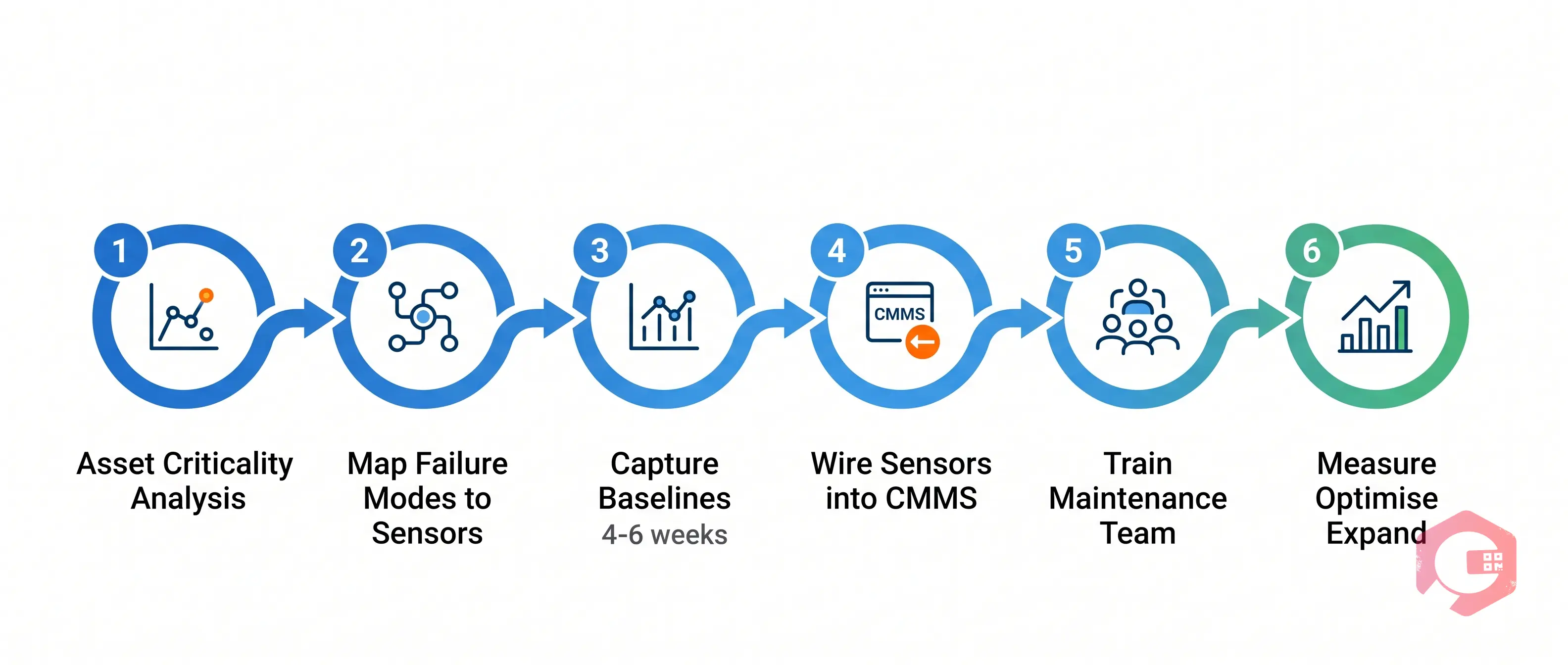
Rank every machine by failure impact: production loss, safety risk, and scrap cost. Curing presses and Banbury mixers usually top the list. Use historical maintenance and downtime logs to back the ranking. A CMMS with downtime tracking makes this analysis fast and accurate.
For each critical asset, list the most likely failure modes and the sensor that catches each one. A bladder fails by fatigue: track pressure consistency. A Banbury rotor bearing fails by contamination or lube breakdown: track vibration and oil temperature. The wrong sensor gives data that cannot detect the problem.
Run each monitored machine for 4 to 6 weeks under normal load. Capture vibration, temperature, and pressure across different shifts and product changes. Those baselines become the reference for every alert that follows.
Raw sensor data is only useful when it triggers action. Cryotos receives readings from SCADA, PLCs, and edge devices, then opens work orders the moment thresholds are crossed. Without that integration, alerts pile up in a separate dashboard nobody checks.
Technology without team buy-in fails. Train technicians on what the data means, how to read vibration signatures, and how to use the mobile CMMS to receive, execute, and close PdM work orders. Engineers who understand the why engage with the program far better than those who see another inbox.
After 3 to 6 months, review results. Did MTBF improve on monitored assets? Did unplanned downtime drop? Are alerts actionable, or do you have too many false positives? Tighten thresholds, refine PM cycles, and expand the program to the next tier of assets.
Even the best sensor network has limited value if data does not reach the right person at the right time. Cryotos integrates directly with IoT sensors, SCADA systems, and PLCs to receive real-time equipment health data.
When a sensor reading on a curing press exceeds a threshold (a hydraulic pressure drop signaling a developing seal failure, for example), Cryotos opens a high-priority work order. The order carries the asset's full maintenance history, the relevant readings, and a link to the equipment manual. The technician gets an instant push notification with everything needed to diagnose and resolve the issue without a trip back to the office.
Beyond auto work order creation, Cryotos covers three more must-haves for a mature PdM program:
| KPI | What It Measures | Tyre Plant Target |
|---|---|---|
| MTBF | Mean Time Between Failures | Curing press: 1,200 → 1,800–2,000 hours in 12 months |
| MTTR | Mean Time To Repair | Down 25% in year one |
| OEE | Availability × Performance × Quality | ≥ 85% (world-class) |
| PMP | Planned maintenance % | ≥ 80% planned, ≤ 20% reactive |
| MARC | Maintenance cost ÷ asset replacement value | 2%–4% (reactive plants often exceed 8%) |
Track all five KPIs in your CMMS dashboard. Review them monthly. Trends matter more than single readings.
Tyre manufacturing sits at the intersection of precision chemistry, extreme mechanical stress, and continuous-flow production. Equipment failures here are never minor. They are expensive, quality-compromising, and sometimes safety-critical. Predictive maintenance, paired with a CMMS that turns sensor data into fast, intelligent action, is the strongest tool a tyre plant manager has to protect production and lower total maintenance cost.
For more depth, read our guides on CMMS for tyre manufacturing industry and how to reduce downtime in tyre manufacturing plants.
Ready to map predictive maintenance to your curing presses, Banbury mixers, and calenders? Book a free 30-minute Cryotos demo and we will sketch a sensor-and-PM plan for your top three asset families.
Curing presses and Banbury mixers, due to extreme heat, pressure, and continuous-cycle operation. Calender rollers and TBM servo systems are also high-priority for PdM. These four asset families should be the first to receive sensor investment.
Mature PdM programs cut unplanned downtime by 30% to 50% versus time-based PM alone. The exact gain depends on baseline equipment condition, asset criticality, and CMMS integration quality. Most plants see measurable improvement within the first six months.
Hydraulic pressure transducers (developing seal failures), platen temperature sensors (heating element drift), vibration accelerometers on drive motors (bearing condition), and bladder pressure sensors (early bladder fatigue). Together, they give a full picture of press health across all major failure modes.
Yes. Cryotos connects to IoT sensors, SCADA, and PLCs through standard APIs. SCADA threshold breaches auto-create work orders, notify technicians, and log the event in the asset's maintenance history. No need to replace the existing SCADA investment.
A phased rollout reaches initial operational status in 3 to 6 months: criticality analysis (2–4 weeks), sensor procurement and install (4–8 weeks), baseline data (4–6 weeks), CMMS integration (2–4 weeks), and team training (1–2 weeks). Full maturity, with refined AI thresholds and full asset coverage, takes 12 to 18 months.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











