
Kaizen continuous improvement is the practice of making small, consistent changes to eliminate waste and increase efficiency over time. Originating in post-WWII Japan and famously adopted by Toyota, Kaizen has become one of the most proven frameworks for operational excellence in manufacturing, maintenance, and beyond. According to a McKinsey study, organisations that embed continuous improvement into daily operations achieve 25-40% gains in productivity within two years. In this guide, you'll find five real-world Kaizen continuous improvement examples tailored for maintenance teams, a step-by-step breakdown of the PDCA cycle, and a quick-start checklist you can put to work today.
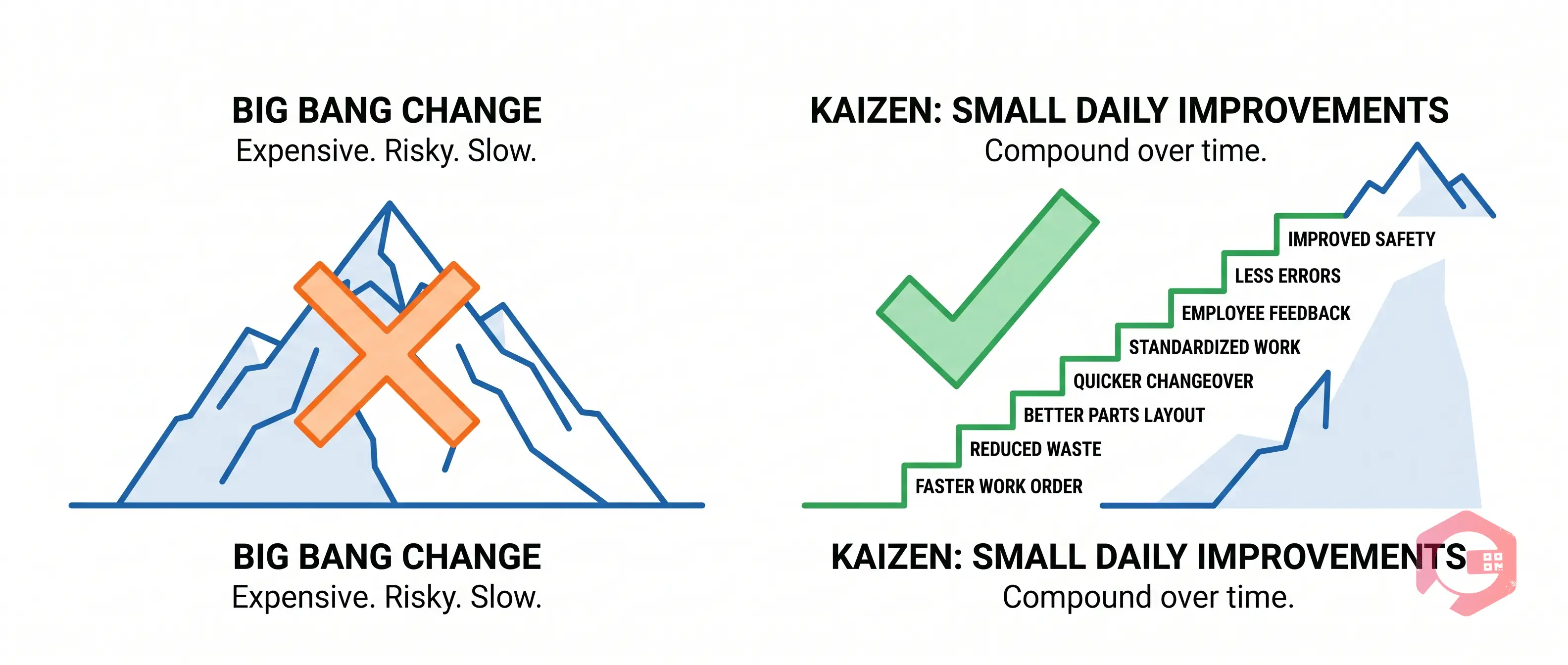
Kaizen - from the Japanese words "kai" (change) and "zen" (good) - is a philosophy of making small, incremental improvements continuously rather than pursuing occasional large-scale overhauls. In a maintenance context, it means every technician, planner, and supervisor actively looks for one small thing to do better each day: a faster way to close a work order, a more logical parts layout, a tighter PM schedule. Those small wins compound into significant long-term gains in uptime, safety, and cost.
Kaizen is not a one-off project - it is a cultural operating system. It works best when paired with data (from a CMMS platform) and a structured cycle like PDCA (Plan-Do-Check-Act) to measure whether each change actually worked.
The five core principles that drive every successful Kaizen initiative are:
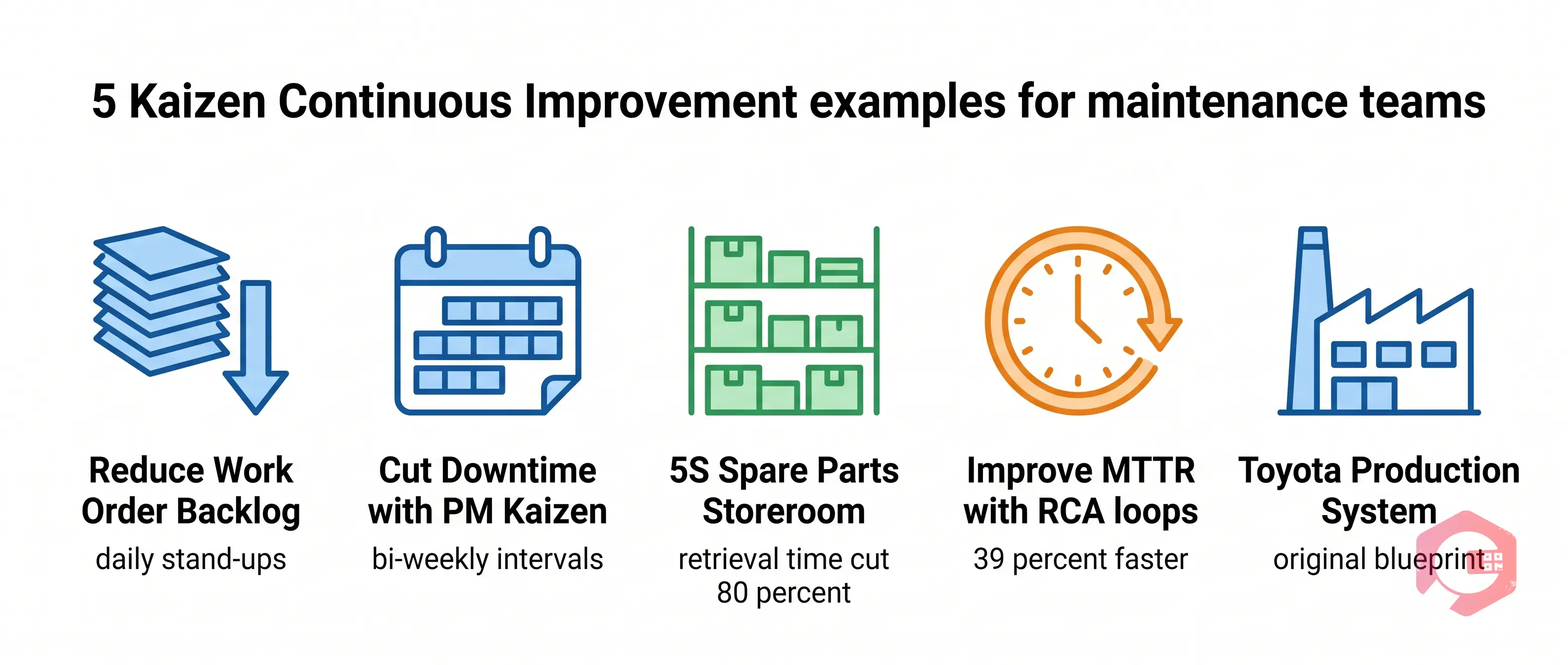
Most articles on Kaizen talk about Toyota. But the same principles that reduced defects on an assembly line also shrink work order backlogs, cut mean time to repair (MTTR), and extend asset life in maintenance departments of every size. Here are five concrete examples - with numbers - to show what Kaizen looks like in practice.
A mid-size food processing plant struggled with a 200+ open work order backlog that kept growing every week. The maintenance manager introduced a 10-minute daily stand-up where the team reviewed the top five overdue work orders, identified one bottleneck causing delays, and assigned a specific fix before the next shift. Within 60 days, the backlog dropped by 43% - not because the team worked longer hours, but because the daily Kaizen habit surfaced the root causes (missing parts, unclear priorities, duplicate entries) that were invisible before. A digital work order management system made tracking progress simple and kept everyone accountable.
A pharmaceutical manufacturer found that one of its packaging lines was going down for unplanned repairs an average of 14 hours per month. The maintenance team applied Kaizen by reviewing the last 12 months of breakdown data, identifying three components that failed most often, and adjusting preventive maintenance (PM) intervals from monthly to bi-weekly on those specific parts. Unplanned downtime on that line dropped to under four hours per month within one quarter - a 71% improvement. According to Reliable Plant, world-class maintenance organisations achieve planned-to-reactive maintenance ratios of 80:20 or better; data-driven PM adjustments are how they get there.
A textile mill's maintenance storeroom had grown chaotic over a decade - misplaced parts, duplicate stock, and technicians spending 20-30 minutes per shift searching for items. The team ran a one-week Kaizen event using the 5S framework (Sort, Set in order, Shine, Standardise, Sustain): they removed 312 obsolete items, labelled every shelf with QR codes for instant lookup, and set minimum stock alerts for 40 critical spares. Average parts retrieval time fell from 22 minutes to under four minutes. The inventory management module in their CMMS locked in the new layout digitally, so the improvement was self-sustaining rather than dependent on one person's memory.
A water treatment facility tracked that its average MTTR (mean time to repair) for pump failures was 6.2 hours. After introducing the "5 Whys" root cause analysis as a standard step for every breakdown over two hours, the team discovered that 60% of delays came from a single cause: technicians had to wait for a supervisor's signature to access the parts cage. One Kaizen fix - a pre-approved parts access list for common repairs - cut the waiting step entirely. MTTR dropped to 3.8 hours within six weeks, a 39% improvement. Tracking this metric through downtime tracking software made the before-and-after comparison clear and defensible to leadership.
No list of Kaizen examples is complete without Toyota. In the 1950s, Toyota's Taiichi Ohno embedded Kaizen into every level of the production floor, creating what became known as the Toyota Production System (TPS). Every worker was expected to stop the line if they spotted a defect - a radical idea at the time. The result: Toyota's defect rate fell to 1/10th of the industry average, and TPS became the global benchmark for manufacturing excellence. The lesson for maintenance teams is clear - when the people closest to the work have both the authority and the mechanism to flag problems, improvement becomes continuous rather than episodic.

The PDCA cycle (Plan-Do-Check-Act), developed by American statistician W. Edwards Deming, is the engine that makes Kaizen repeatable. Here is how each phase maps to a maintenance workflow.
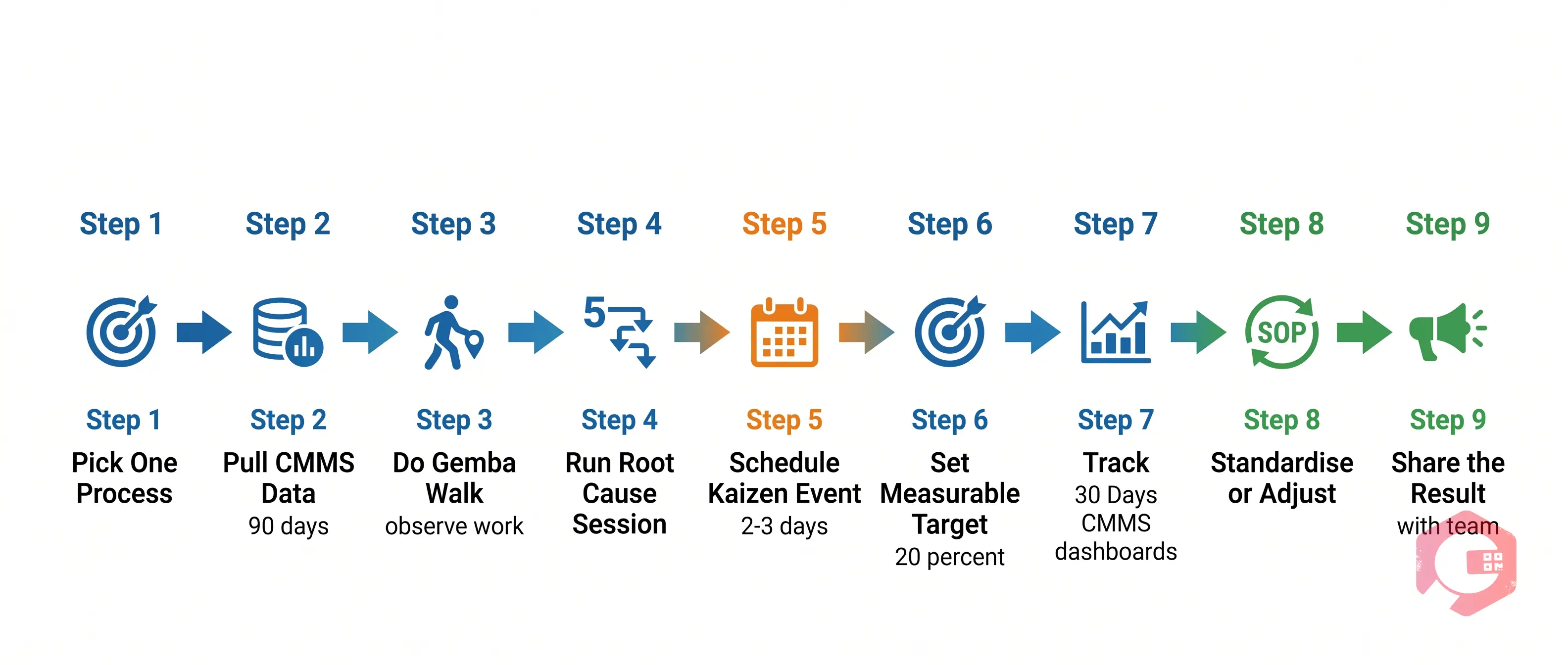
Start by choosing one specific process to improve - not "all of maintenance," but something measurable: work order cycle time, PM completion rate, parts stockout frequency. Review historical data from your CMMS, conduct a Gemba walk (physically observe the work as it happens), and ask your technicians where they feel friction. Define the problem in one sentence and set a measurable target (e.g., "Reduce average work order close time from 48 hours to 24 hours within 90 days").
A Kaizen event is a focused, time-boxed workshop - typically two to five days - where a cross-functional team implements the improvement plan. Keep the scope tight. One process, one team, one week. Assign specific tasks, set daily check-ins, and document every change made. The goal is a working improvement by the end of the event, not a report recommending future action.
After the change goes live, measure for at least 30 days before drawing conclusions. Use your CMMS dashboards to track the KPIs you defined in the Plan phase. Did MTTR go down? Did PM compliance go up? Did stockouts decrease? According to Plant Engineering, the most-used maintenance KPIs for continuous improvement are OEE, MTBF, MTTR, and planned maintenance percentage - all of which should be visible in a modern CMMS.
If the change worked, make it the new standard: update your SOPs, retrain staff, and lock the new process into your CMMS workflow templates. If it didn't achieve the target, analyse why - and run the next PDCA cycle with a refined hypothesis. Kaizen is not a failure if a test does not work; it is only a failure if you do not learn from it.
Use this checklist to launch your first Kaizen initiative without needing an external consultant or a multi-month change programme.

Kaizen without data is guesswork. A CMMS (Computerised Maintenance Management System) is the data infrastructure that makes each PDCA loop faster and more accurate. Here is how modern CMMS features directly enable Kaizen in maintenance operations.
Work order history creates a searchable record of every breakdown, delay, and repair - the raw material for 5 Whys analysis and recurring pattern detection. Downtime dashboards surface MTTR, MTBF, and availability trends in real time, so you know immediately whether a Kaizen change is working. Preventive maintenance scheduling lets you adjust PM intervals based on breakdown data, turning reactive firefighting into planned reliability. Inventory alerts prevent the parts stockouts that cause the most preventable repair delays. And built-in reporting gives you the before-and-after evidence to justify continued investment in continuous improvement.
Platforms like Cryotos CMMS combine all of these capabilities in one system - with AI-assisted work order creation, real-time downtime tracking, and a BI dashboard that tracks OEE, MTTR, and planned maintenance percentage out of the box. Teams using Cryotos have reported a 30% reduction in downtime and 25% faster repair times after embedding the platform into their daily Kaizen routines. If you are serious about making continuous improvement stick rather than fading after the first event, a CMMS is not optional - it is the foundation.
A practical example is a maintenance team that introduces a 10-minute daily stand-up to review open work orders and identify one bottleneck to fix each day. Over 60 days, one plant reduced its work order backlog by 43% using this approach alone. Kaizen examples range from small workflow tweaks to multi-day improvement events - the common thread is measuring the result and making the change permanent if it works.
The five core Kaizen principles are teamwork (everyone contributes ideas), personal discipline (following standardised processes), improved morale (employees feel ownership), quality circles (regular small-group reviews), and suggestion systems (formal channels for capturing improvement ideas). These principles work together to create a culture where improvement is daily habit, not an occasional event.
Kaizen is the philosophy and cultural mindset of continuous improvement through small, daily changes. Lean is a broader system of tools (5S, value stream mapping, kanban) designed to eliminate waste. Six Sigma is a data-driven methodology focused on reducing process variation and defects, typically using statistical analysis. In practice, Kaizen is the engine that keeps Lean and Six Sigma initiatives alive - without a Kaizen culture, both frameworks tend to fade after the initial implementation. According to the US EPA's Lean programme, Kaizen events are the most common mechanism for sustaining Lean gains over time.
Yes - Kaizen is actually more accessible for small teams because decisions move faster and everyone knows each other's workflows. A team of five technicians can run a Kaizen event with a whiteboard, a CMMS report, and two hours of focused discussion. The key is starting with one specific problem, measuring before and after, and making the improvement the new standard rather than letting the team drift back to old habits.
Ready to put Kaizen into practice with real data behind every decision? Cryotos CMMS gives your maintenance team the work order tracking, downtime analytics, and PM scheduling tools to run tight PDCA cycles and make every improvement stick. Explore how Cryotos can support your continuous improvement journey - and see why maintenance teams across industries trust it to reduce downtime and raise asset reliability.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











