
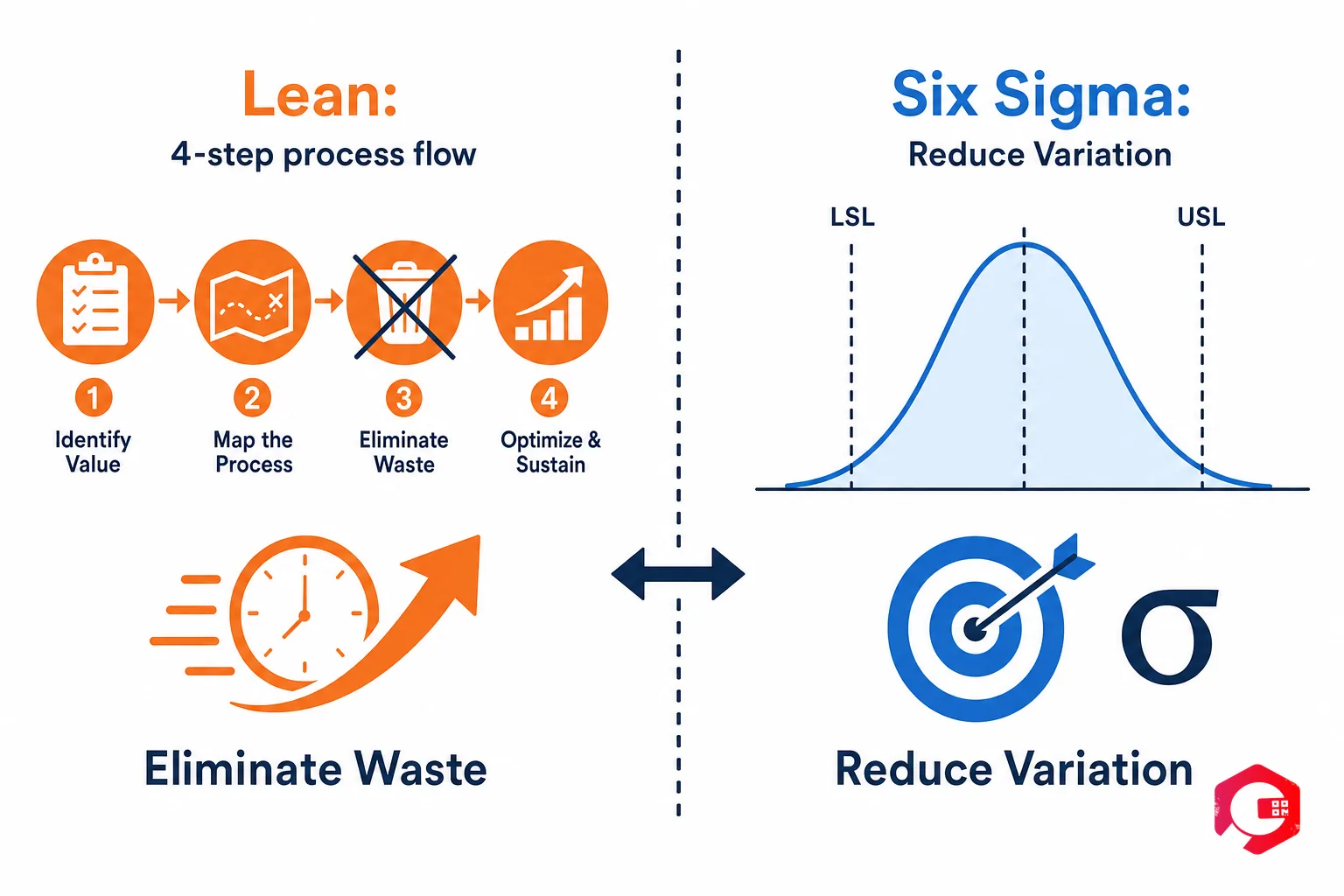
The difference between Lean and Six Sigma is in what they target: Lean eliminates waste from process flow to speed things up, while Six Sigma eliminates variation in process output to improve quality and consistency. Both methodologies reduce inefficiency - they just attack it from opposite ends.
In a Six Sigma process, defects fall below 3.4 per million opportunities (DPMO). Lean, by contrast, does not measure defects statistically - it identifies and removes the seven categories of non-value-adding activity that slow processes down.
Lean is a management methodology built on one core principle: eliminate any activity that does not add value for the customer. If a step in your process does not move the product or service closer to what the customer pays for, it is waste - and waste should be removed.
The roots of Lean go back further than most people realise. Henry Ford laid the groundwork in the early 1900s when he designed assembly lines where each step flowed directly into the next. Taiichi Ohno at Toyota took that thinking and built the Toyota Production System - widely considered the most efficient manufacturing system ever created. The term "Lean" itself wasn't coined until 1987. MIT researcher John Krafcik introduced it to describe an approach that needs "less of everything to create value."
A detail that surprises most people: when Toyota executives visited the United States in the 1950s, the operation that changed their thinking was not a car factory - it was a Piggly Wiggly supermarket. Watching shelves get restocked only when items were taken sparked the entire just-in-time philosophy. That grocery store observation became the foundation of what we now call Lean manufacturing.

Lean identifies seven categories of waste, often remembered with the acronym TIMWOOD
Some practitioners add an eighth waste: non-utilised talent - failing to use the skills and knowledge of your workforce. The updated acronym becomes DOWNTIME (Defects, Overproduction, Waiting, Non-utilised talent, Transport, Inventory, Motion, Extra-processing).
Six Sigma is a data-driven methodology that uses statistical analysis to reduce variation in business processes until defects become statistically near-impossible. Engineer Bill Smith introduced it in 1986 at Motorola, and it helped the company save over $16 billion in the following decade. 2026 marks the 40th anniversary of Six Sigma - and far from slowing down, ASQ estimates that roughly 70% of Fortune 500 companies have adopted Six Sigma principles in some form.
The name comes from statistics. Sigma (σ) is the symbol for standard deviation - a measure of how much a process output varies. Achieving "Six Sigma" means your process operates at a quality level where only 3.4 defects occur per million opportunities. To put that in perspective, a Three Sigma process - which many organisations consider "good" - produces 66,807 defects per million opportunities. The gap is enormous.
| Sigma Level | Defects Per Million Opportunities (DPMO) | Process Yield | Typical Example |
|---|---|---|---|
| 1σ | 691,462 | 30.9% | Highly unreliable process |
| 2σ | 308,538 | 69.2% | Poor quality manufacturing |
| 3σ | 66,807 | 93.3% | Average industry performance |
| 4σ | 6,210 | 99.4% | Good manufacturing standard |
| 5σ | 233 | 99.98% | World-class manufacturing |
| 6σ | 3.4 | 99.9997% | Near-perfect (aerospace, pharma) |
Most organisations start at Three or Four Sigma. Moving from 3σ to 4σ alone can eliminate more than 60,000 defects per million - which, in a high-volume production environment, translates directly to significant cost savings and improved customer satisfaction.
Here is the clearest way to hold both methodologies in your head at once: Lean asks "where is time being wasted?" and Six Sigma asks "where is quality being lost?" Both questions matter. They just call for different tools and different mindsets.
| Dimension | Lean | Six Sigma |
|---|---|---|
| Primary Focus | Eliminate waste, improve flow | Reduce variation, improve quality |
| Root Cause of Waste | Non-value-adding steps in the process | Statistical variation in process output |
| Core Framework | Value Stream Mapping, 5S, Kaizen, Kanban | DMAIC (Define, Measure, Analyze, Improve, Control) |
| Approach | Observe the process; remove what slows it down | Measure the process; analyse data to find root causes |
| Speed of Results | Faster - visible improvements within weeks | Slower - data collection and analysis takes time |
| Data Intensity | Low to moderate - visual observation drives action | High - statistical tools are central to the method |
| Best For | Slow, bloated, inefficient processes | Inconsistent, defect-prone, variable processes |
| Origin | Toyota Production System, Japan (1950s-1980s) | Motorola, USA (1986) |
This is the deepest conceptual difference between the two methodologies - and the one that most guides which you should choose.
In Lean, waste is anything a customer would not pay for if they knew it was there. Consider a maintenance work order that takes four hours to complete. If you map the activity, you might find that only 45 minutes involved actual repair work. The remaining three hours and fifteen minutes were spent waiting for parts to arrive from the storeroom, searching for the correct torque specification in a paper-based manual, and waiting for a supervisor to approve the job closure. All of that waiting is Lean waste.
In Six Sigma, waste results from variation - the same pump failing unpredictably at different intervals even though the maintenance schedule looks identical on paper. That unpredictability is Six Sigma waste. The fix is statistical: collect data across a large sample, identify which variable drives the variation, and control it.
Lean is a philosophy first and a set of tools second. Anyone in the organisation - from a floor technician to a plant manager - can think in Lean terms, and the best implementations happen when it's embedded into daily culture.
Six Sigma is a structured programme with defined roles, a certification hierarchy, and project-based execution. A Black Belt leads a project team. A Green Belt assists with data collection. A Master Black Belt coaches the programme.
Manufacturing and maintenance environments are where both methodologies prove their value most clearly - and where the choice between them matters most.
Consider two plants with different problems. Plant A has a maintenance team that responds to breakdowns quickly and fixes equipment correctly almost every time - but the process to raise a work order takes 6 hours on average when it should take 90 minutes. That is a Lean problem. Plant B has the opposite problem: the same equipment keeps breaking down unpredictably. That is a Six Sigma problem.
A CMMS platform like Cryotos provides the operational backbone for both approaches. For Lean implementation, digital work order management eliminates the waiting and searching waste that inflates maintenance cycle times. For Six Sigma, the downtime tracking module and built-in reporting give teams the clean, time-stamped data that DMAIC's Measure and Analyze phases require.
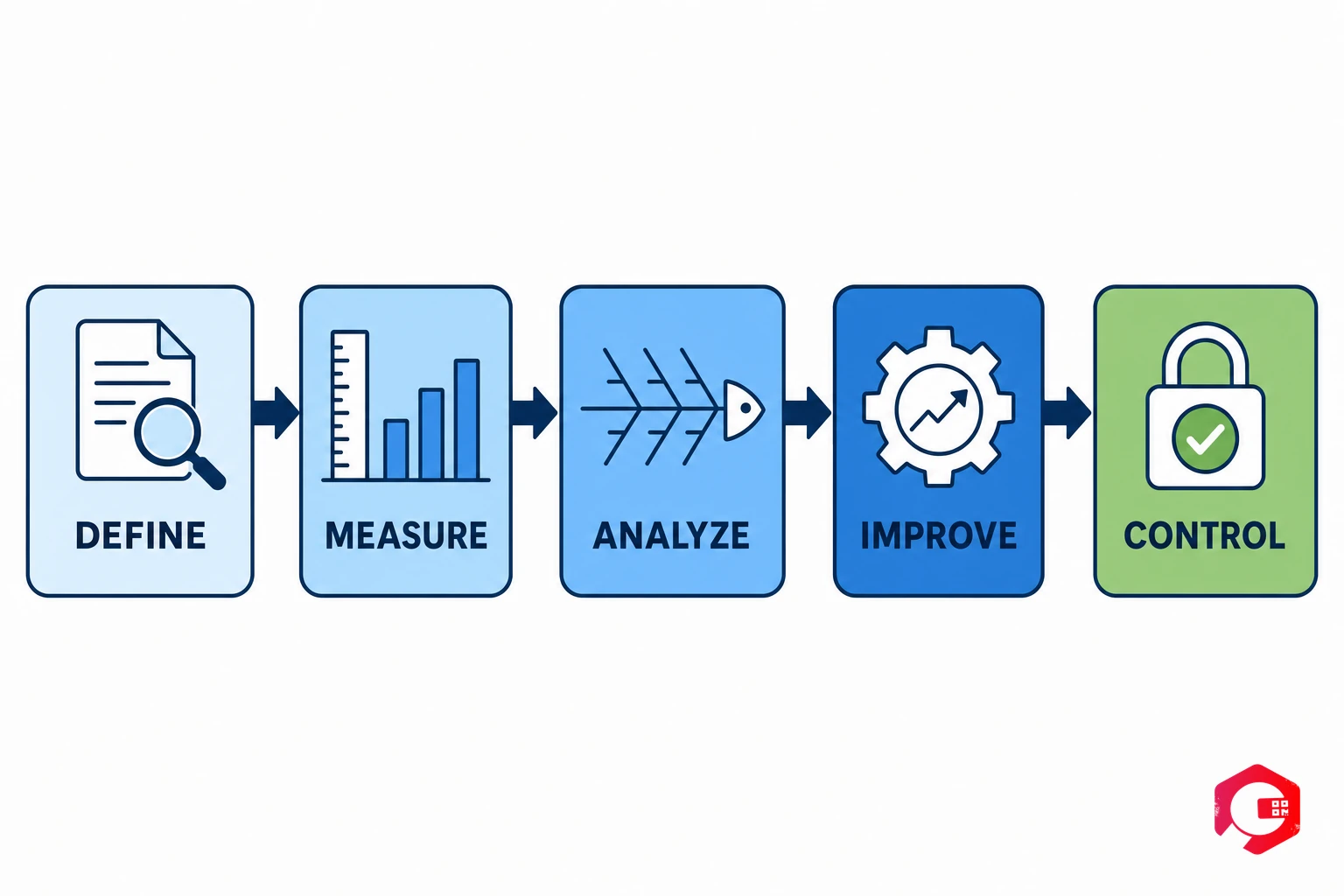
DMAIC is the backbone of Six Sigma. It stands for Define, Measure, Analyze, Improve, and Control - a five-phase structured approach for solving any quality or variation problem.
The team defines the problem precisely, identifies who is affected, and sets a measurable goal. A Project Charter is created that specifies scope, stakeholders, timeline, and the metric of success. Vague problem statements are the most common reason DMAIC projects fail before they start.
The team collects data on the current state of the process. How often do failures occur? When? Which pumps? Which shifts? What are the conditions at time of failure? This baseline data is what makes the Analyze phase possible.
Using statistical tools - Pareto charts, fishbone (Ishikawa) diagrams, regression analysis, hypothesis testing - the team identifies the true root cause of the variation.
The team designs and pilots a solution, tests it, and refines before full deployment.
The team creates control mechanisms to ensure the improvement does not erode once the project ends. This is where most organisations fail - they improve the process but do not control it.
Lean Six Sigma is not a compromise between the two methodologies - it is a deliberate sequence. You use Lean first to eliminate obvious waste and simplify the process, then apply Six Sigma to reduce the variation that remains in the streamlined process.
General Electric's adoption under Jack Welch is often cited as the landmark case. GE reported saving over $10 billion in the first five years of deploying Six Sigma and Lean principles together.
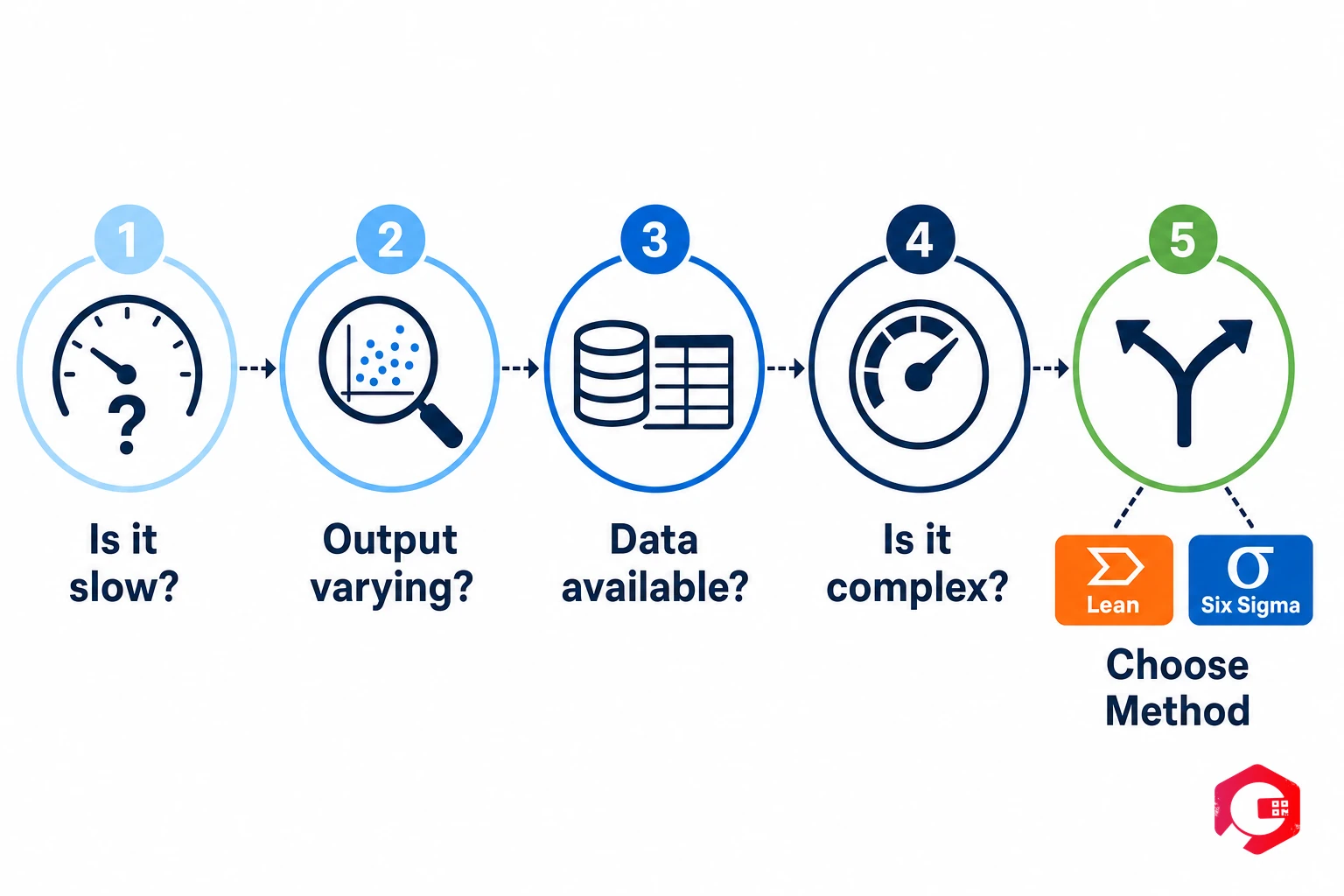
Rather than picking based on what others use, answer these five diagnostic questions. Your answers will point you toward the right starting methodology.
If your answers split across both columns - or if you answered "Six Sigma" to most questions but know your data quality is poor - that is the classic signal to deploy Lean Six Sigma in sequence.
The statistics are sobering. Research cited across the industry suggests that 60% of Six Sigma projects don't deliver their intended results, and between 40-60% of Lean projects miss their targets.
Lean and Six Sigma both aim to eliminate waste and improve business processes, but they identify the root cause of waste differently. Lean defines waste as any process step that does not add value for the customer. Six Sigma defines waste as variation in process output. In short: Lean makes processes faster; Six Sigma makes them more consistent.
Most practitioners recommend starting with Lean. Lean's waste-elimination tools are faster to deploy, produce visible results within weeks, and build the team engagement you need before asking people to invest in a longer Six Sigma data project.
Yes - and arguably more relevant than ever. 2026 marks the 40th anniversary of Six Sigma, and the methodology has evolved rather than stagnated. What practitioners now call Lean Six Sigma 4.0 incorporates AI-driven root-cause analysis, IoT sensor data for real-time statistical process control, and digital CMMS platforms that automate the data collection that once required weeks of manual effort.
In manufacturing, Lean typically addresses flow problems: slow cycle times, excessive material handling, large work-in-progress queues, and unresponsive maintenance workflows. Six Sigma addresses quality problems: inconsistent product yield, unpredictable equipment failures, high defect rates, and process outputs that vary batch-to-batch.
Absolutely - and most successful organisations end up doing exactly that. Lean Six Sigma is a formal hybrid methodology that applies Lean's waste-reduction tools first to simplify and accelerate processes, then overlays Six Sigma's statistical rigour to reduce the variation that remains.
DMAIC stands for Define, Measure, Analyze, Improve, and Control. It is the five-phase problem-solving framework at the core of Six Sigma. DMAIC is designed for improving existing processes; Six Sigma uses a separate framework called DMADV for designing new ones.
Whether your team is working to eliminate waste with Lean principles or reduce equipment failure variation with Six Sigma's DMAIC framework, both methodologies depend on one thing: reliable, real-time operational data. Cryotos CMMS gives maintenance teams the digital foundation both approaches require. See how Cryotos supports Lean and Six Sigma initiatives and find out how purpose-built maintenance software turns methodology into measurable results.




Cryotos AI predicts failures, automates work orders, and simplifies maintenance—before problems slow you down.











